



































































































































California Proposition 65 Warning
For more information, visit www.P65Warnings.ca.gov
Payment & Security
Payment methods
Your payment information is processed securely. We do not store credit card details nor have access to your credit card information.
Security
Estimate shipping
-
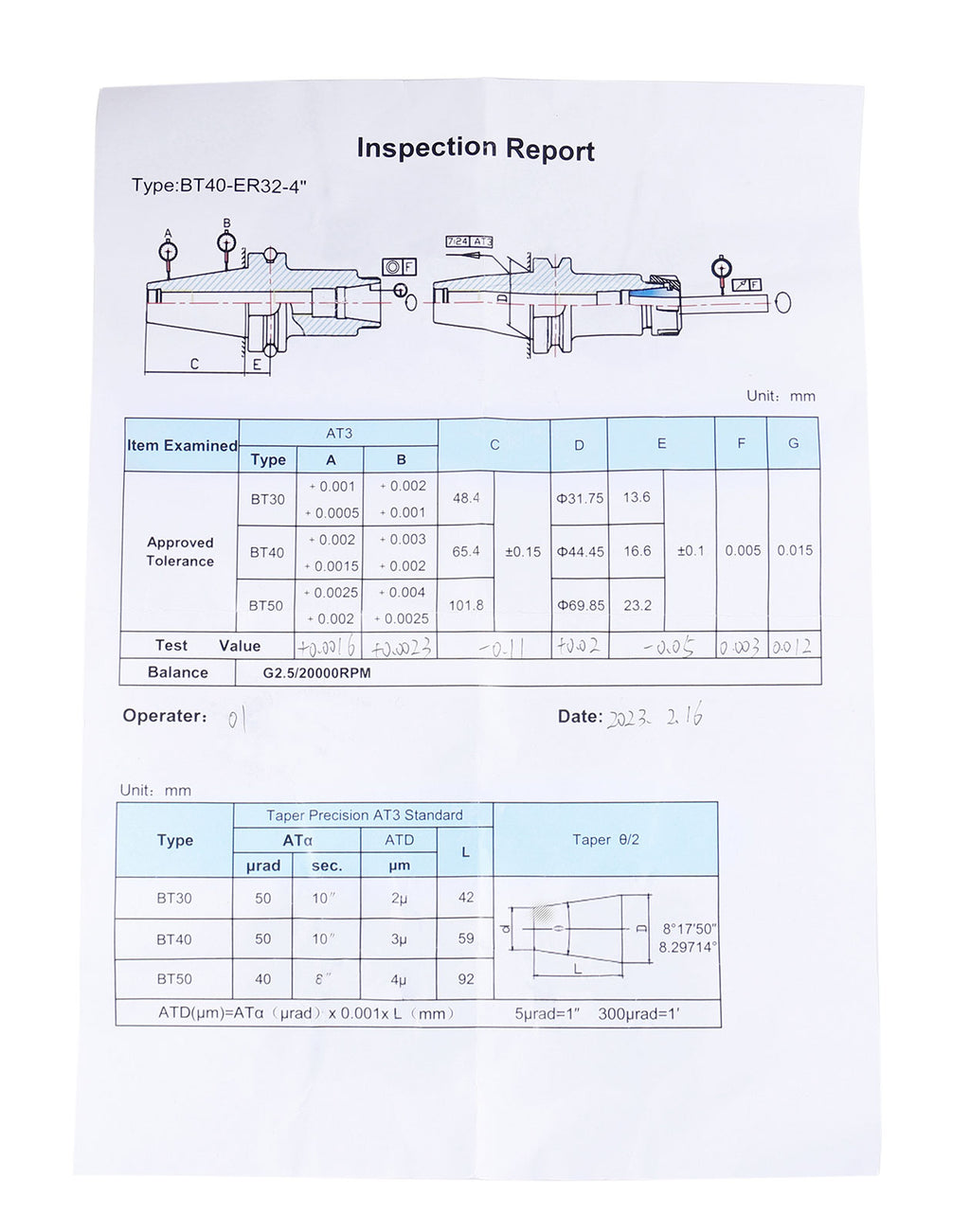
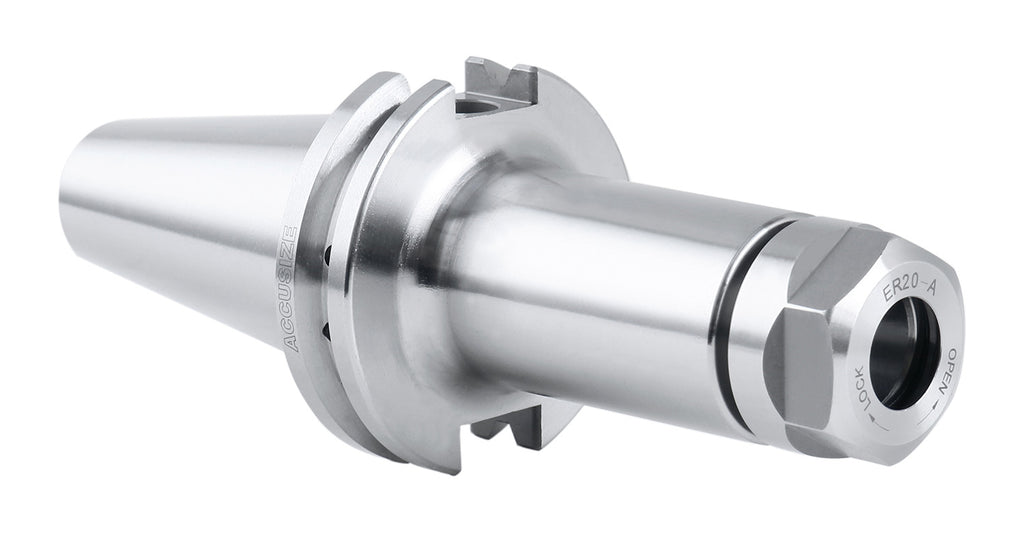
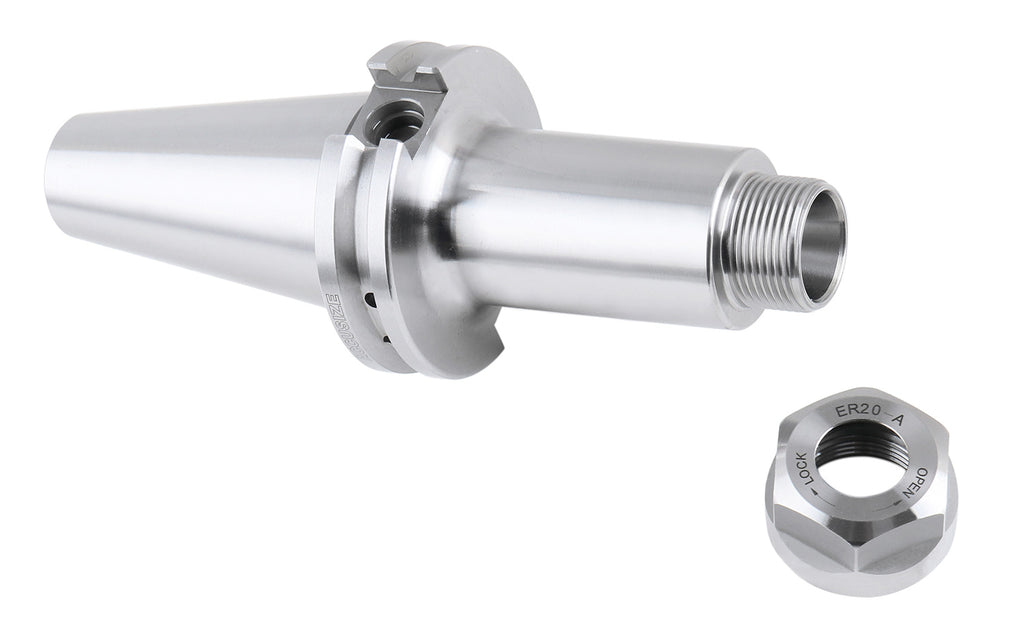
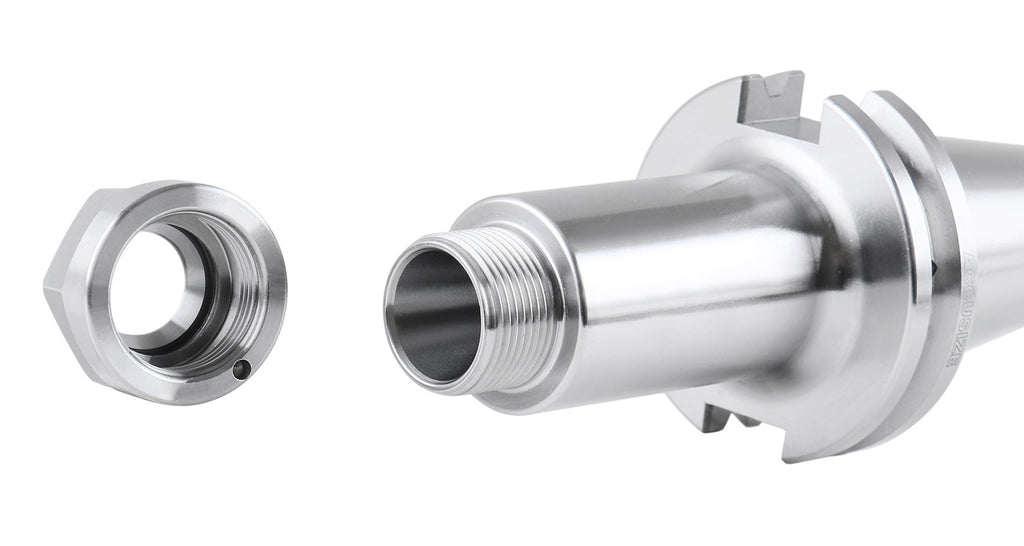
Premium V-Flange CAT40 and BT40 to ER Style Collet Chucks, Balanced to 20,000 RPM at G2.5
- All ground body.
- Made from alloy steel, hardened to HRC 52-56.
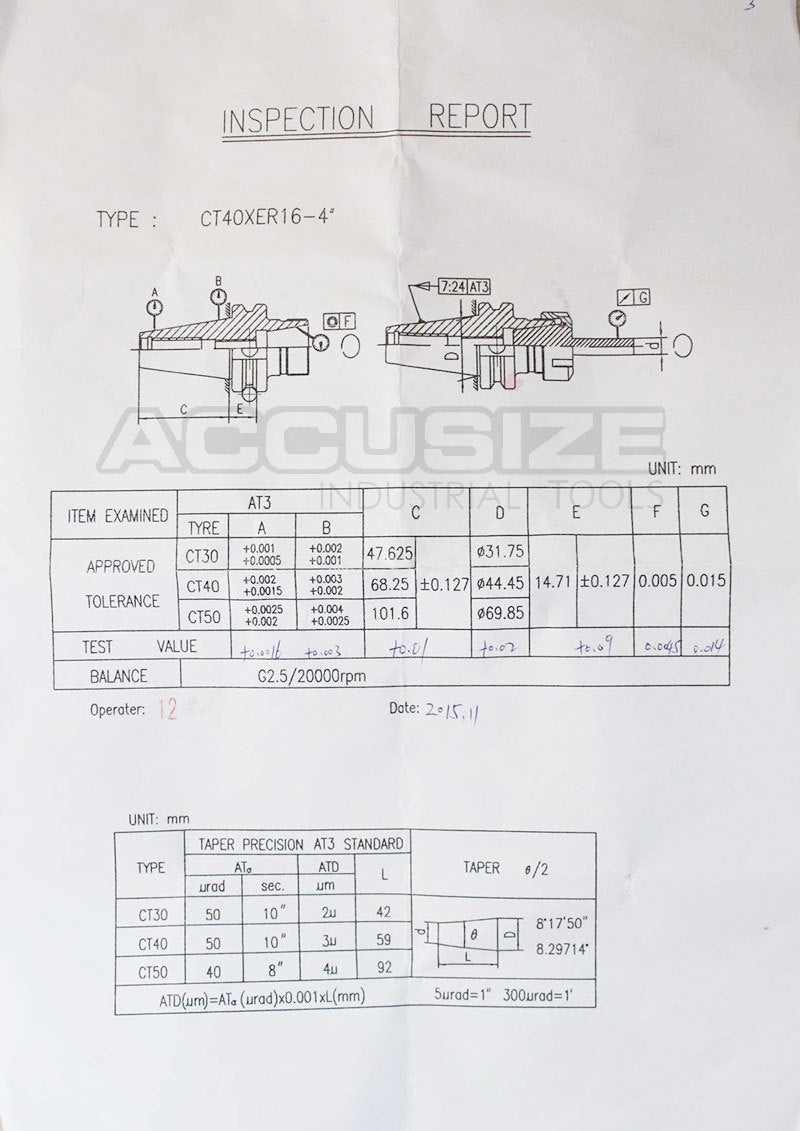
- Taper accuracy ground exceeds AT3 standard
- Factory balanced to save spindle life and tool life, and increase productivity
- Concentricity less than 0.0002" from taper to collet face
- Certification included with each holder, documented TIR, taper accuracy, and balance measurement.
- Coolant through capacity
- Draw Bar Thread: CAT40 5/8-11, BT40: M16x2
- TIR: 0.00012"
- Balanced to 20,000 RPM at G2.5
- Wrench not included
- Taper: CAT40 and BT40
- Packed in Fitted Box
Item Taper Collet Series Collet
Nut StyleProjection Length Range 2001-0005 CAT40 ER16 Hex 2.76" 1/32"-3/8" 2001-0010 CAT40 ER16 Hex 4" 1/32"-3/8" 2001-0025 CAT40 ER20 Hex 2.76" 1/16"-1/2" 2001-0030 CAT40 ER20 Hex 4" 1/16"-1/2" 2001-0015 CAT40 ER32 Slotted 2.76" 3/32"-25/32" 2001-0020 CAT40 ER32 Slotted 4" 3/32"-25/32" 2001-0035 CAT40 ER40 Slotted 2.76" 1/8"-1" 2001-0040 CAT40 ER40 Slotted 4" 1/8"-1" 3001-0020 BT40 ER32 Slotted 4" 3/32"-25/32" 
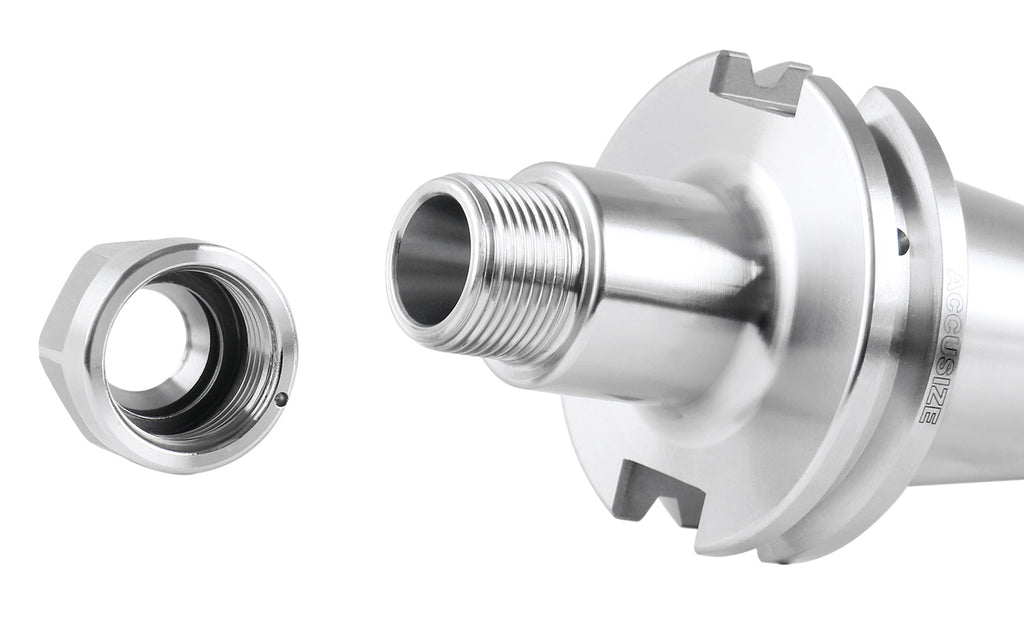
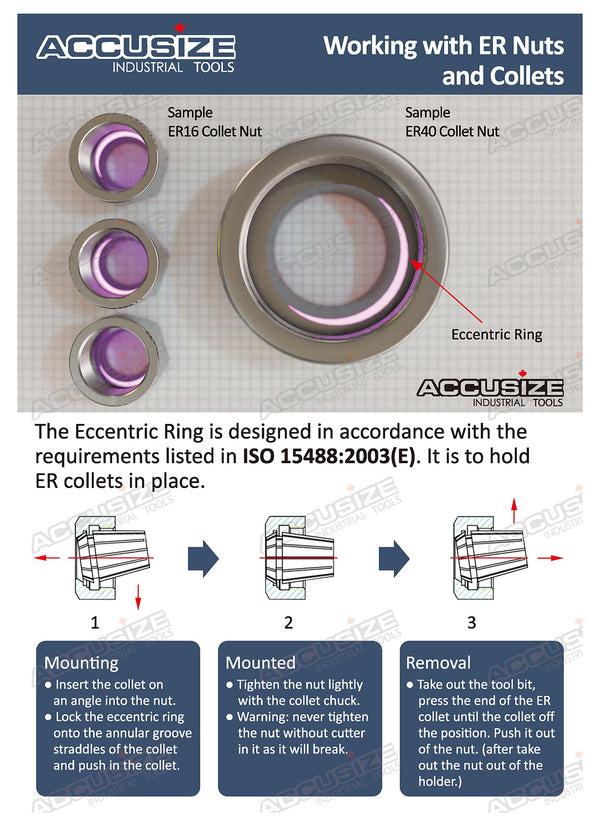
Design, Assemble, and Dissemble of ER Collet Nut




Eccentric Design, ISO 15488:2003(E) Assemble Inspection Dissemble The inside of the ER collet nut is intentionally designed like off-centering to help mount the ER collet much easier. It is in accordance with the requirements listed in ISO 15488:2003(E). If it is made symmetrical, the ER collet with the diameter larger than the inside size of the collet nut cannot be installed. Insert the ER collet into the nut at an angle. Lock it onto the eccentric groove of the collet nut and push it in. (Insert the cutter right after the step, before connect it to the holder/chuck/arbor.)
Inspect the RPM of the ER collet, ER collet nut, ER collet holder/chuck/arbor, etc. Take out the tool bit, press the end of the ER collet until the collet off the position. Push it out of the nut. (after take out the nut out of the holder.) -
-










