






























































California Proposition 65 Warning
Payment & Security
Payment methods
Your payment information is processed securely. We do not store credit card details nor have access to your credit card information.
Security
Estimate shipping
-
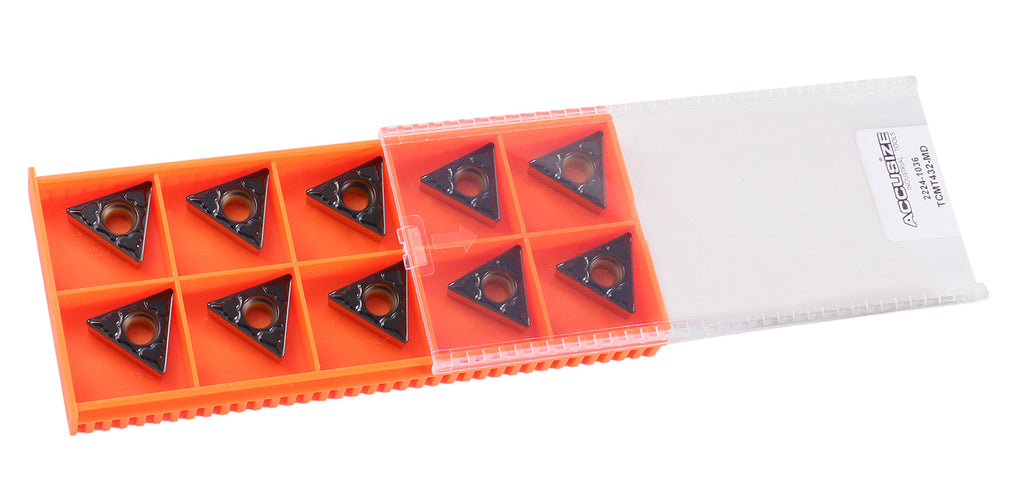
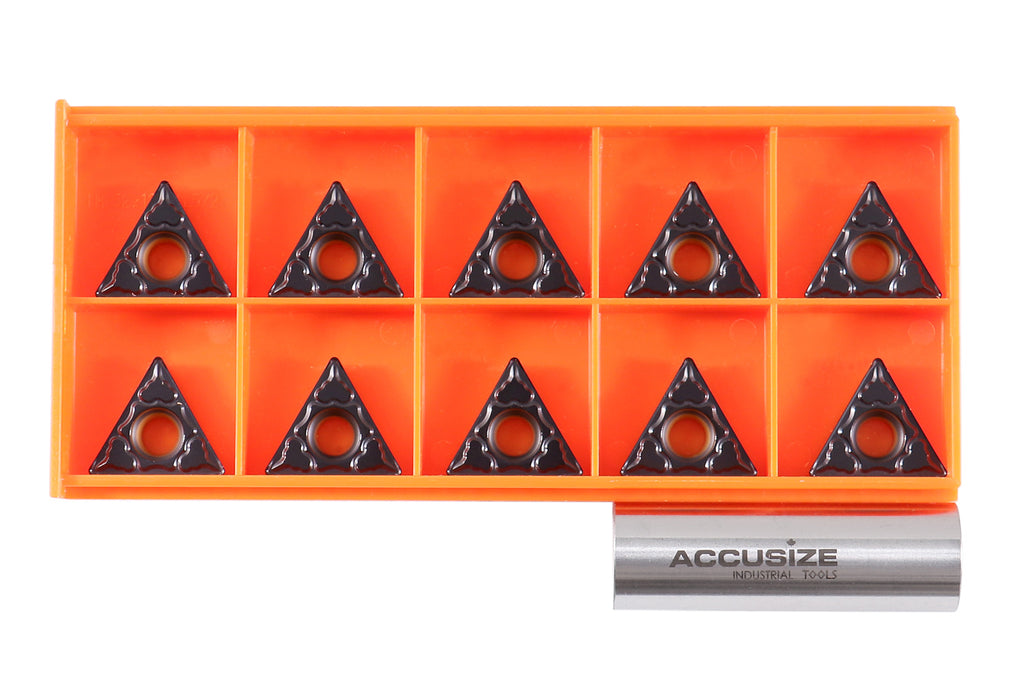
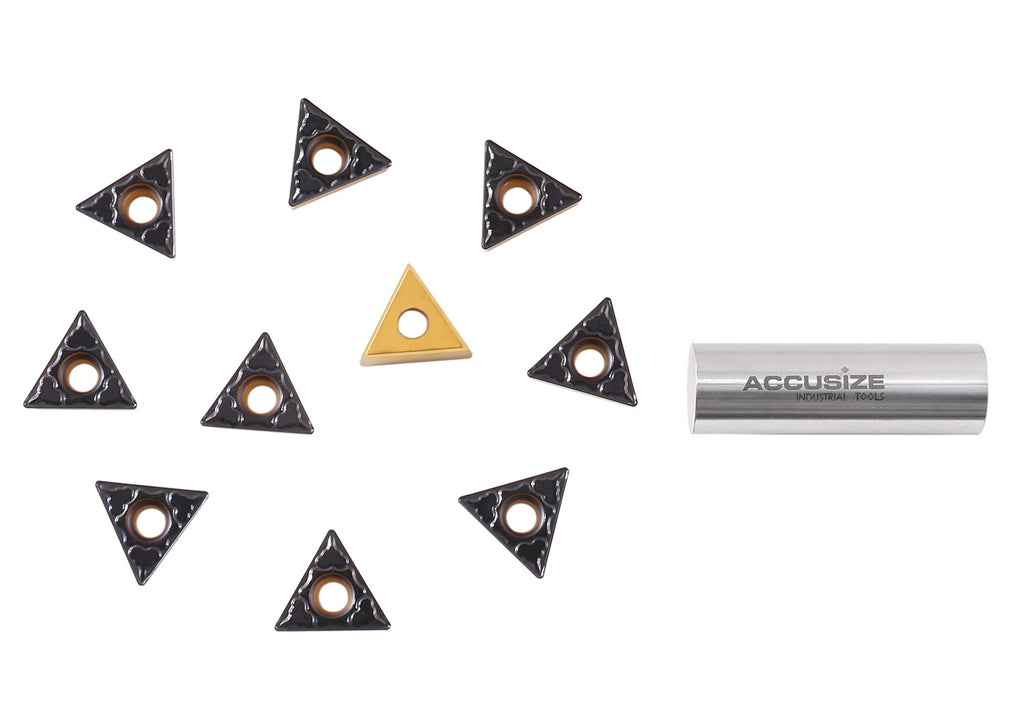
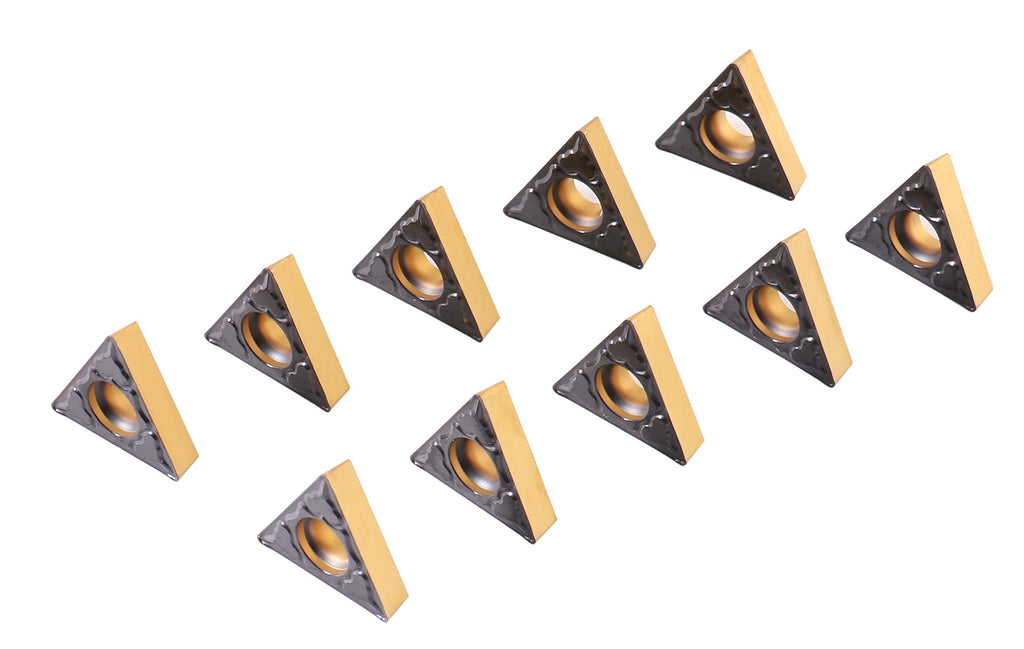
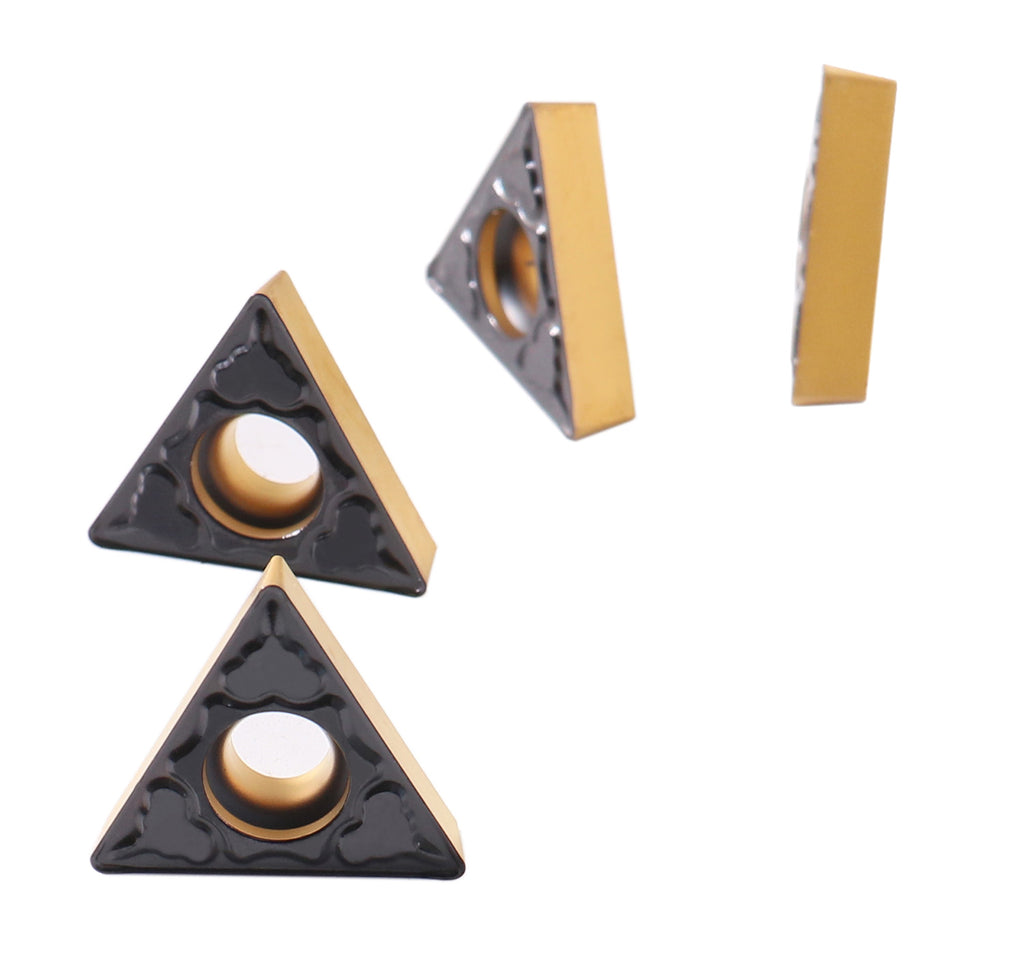
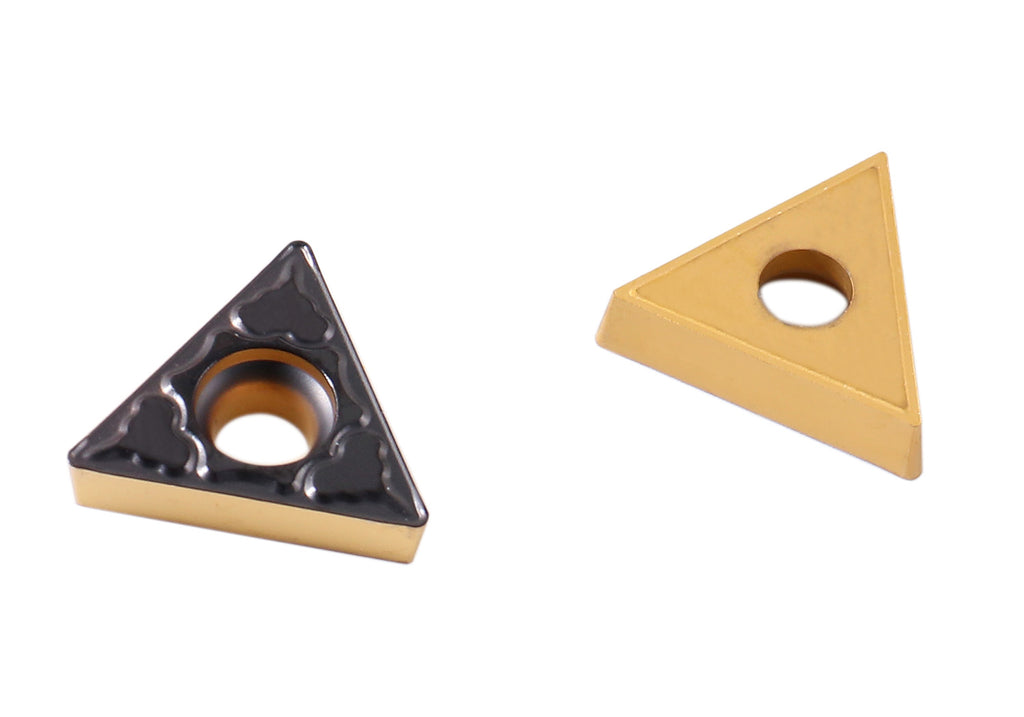
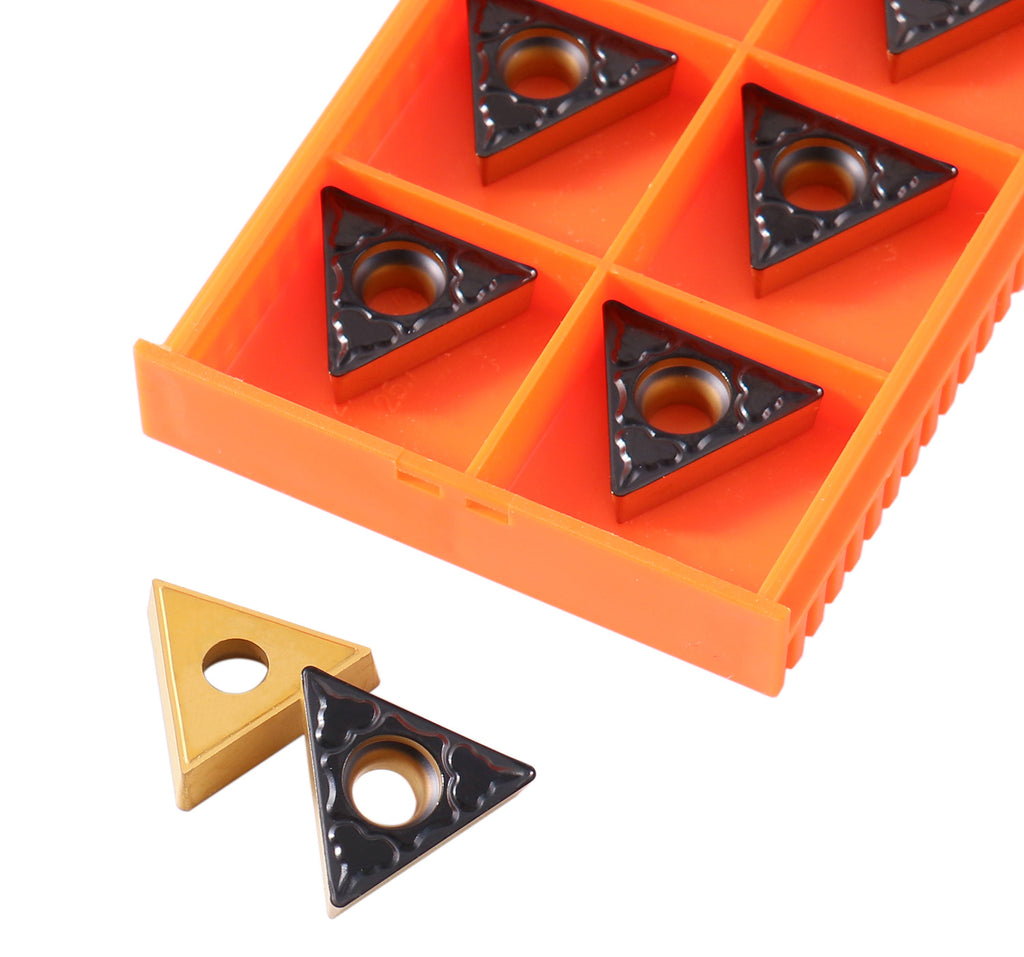
Carbide inserts, CVD Coating, TCMT, Black/Yellow, 10 ps/box
The triangle TCMT Turning Inserts are for STAC, STEC, STNC, and STUC holders.
CVD coated TCMT inserts work much longer and are able to run at faster speeds than uncoated inserts.
The positive-rake feature enables the inserts to have an edge that is less than 90° to sit flat in the insert holder for improved cutting clearance and a better finish than negative-rake ones. The inserts have cutting edges on 1 side.
When a cutting edge becomes dull, you just need to rotate the insert in the holder to use the sharp edge. When you buy the replacement inserts, be noted that the larger nose angles and larger tip radii enable a stronger cutting edge, but they result in increased vibration and a rougher finish.
Carbide inserts, CVD Coating, TCMT, Black/Yellow, 10 ps/box
- Insert Style: TCMT
- For Turning & Boring
- Insert Grade: BPS101
- Chip Breaker: MD
- Material: Carbide
- Coating: CVD Al2O3 TICN
- Machining Parts Material: Steel
- Machining Process: finish
Features
- Grade for finish turning.
- Substrate having excellent resistance to thermal crack and plastic deformation, strong resistance to chipping.
- New coating technology, can withstand high temperature when machining with or without coolant; long tool life.
- The outermost side is yellow color TiN coating, which ensures the performance of the coating and makes wear conditions easier to identify.
- Composite coatings provide increased wear resistance and service life for cutting edges.
- TiCN enhances coating adhesion, thereby ensuring edge strength.
- The matrix adopts layer distribution cemented carbide to ensure wear resistance at the same time, provides excellent resistance to plastic deformation and edge toughness.

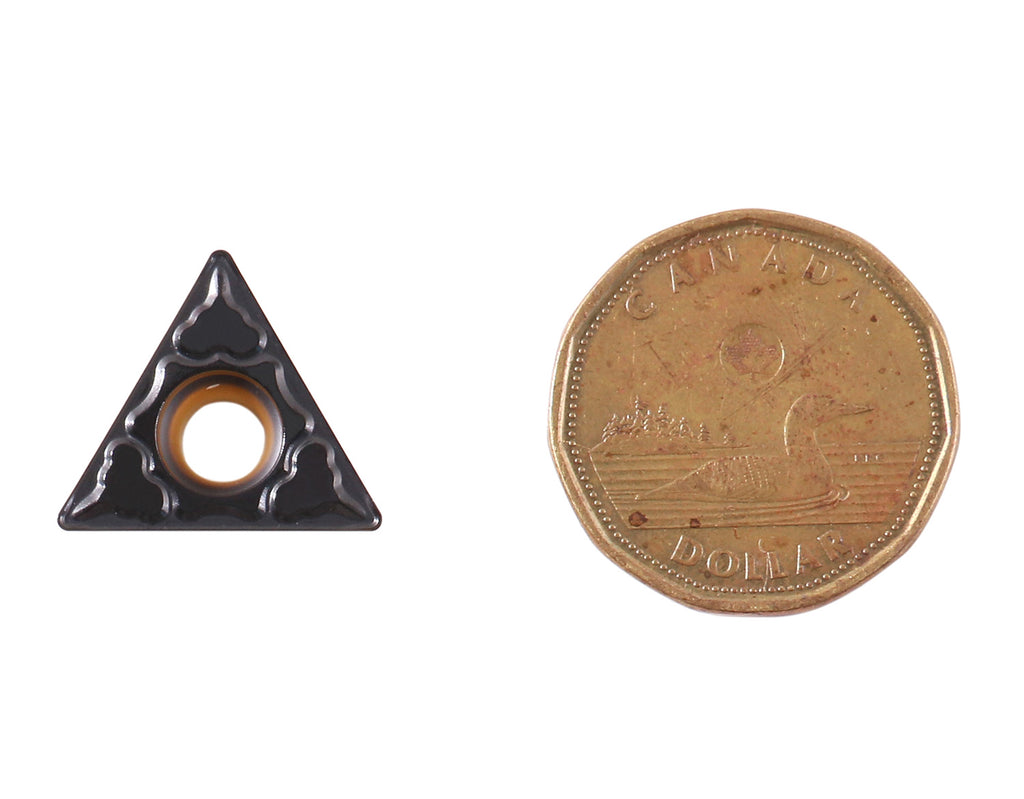
Item # Product # ANSI # I.S.O. # I.C Thickness Hole Radius 6224-1026 2224-1026 TCMT1.8(1.5)1-P3 TCMT090204-P3 0.225" 3/32" 0.098" 1/64" 6224-1028 2224-1028 TCMT21.51-P3 TCMT110204-P3 1/4'' 3/32'' 0.110" 1/64'' 6224-1034 2224-1034 TCMT32.51-P3 TCMT16T304-P3 3/8'' 5/32'' 0.173" 1/64'' 6224-1036 2224-1036 TCMT432-P3 TCMT220408-P3 1/2" 3/16" 0.216" 1/32" 

-
Product NameMaterial Number







