





































































California Proposition 65 Warning
Payment & Security
Payment methods
Your payment information is processed securely. We do not store credit card details nor have access to your credit card information.
Security
Estimate shipping
-
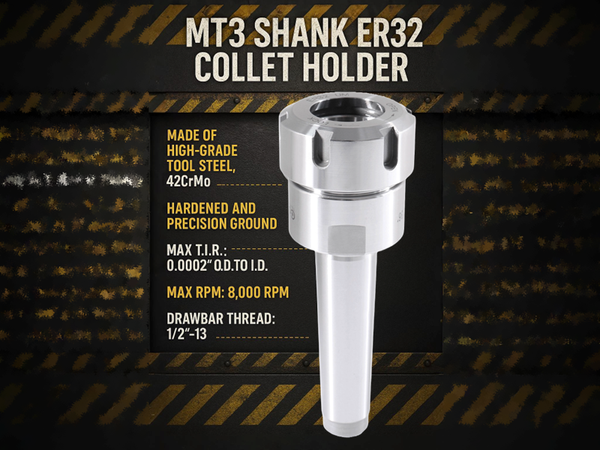
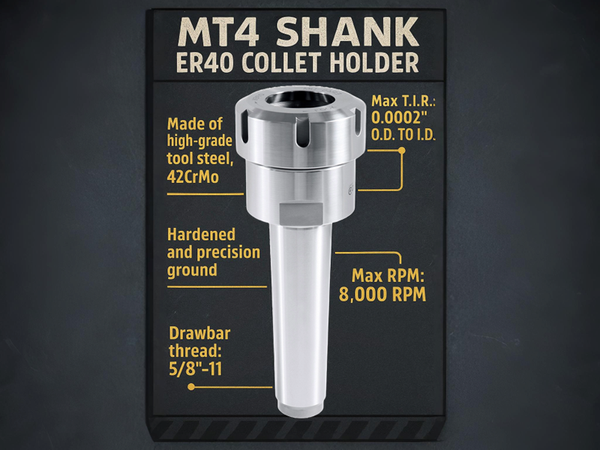
Morse Taper Shank ER Collet Chucks are typically used on manual milling machines. The Morse Taper end fits into a machine spindle and the ER-style collet nut is compatible with ER collet. The ER32 nut is compatible with the ER32 style collet. ER-style collets are used to hold all the machine tools with a round shank. These Morse Taper shank ER collet chucks deliver quality significantly above average on the market. The total indicator runout (TIR) is less than 0.0002" O.D. to I.D. The MAX RPM on the manual milling machines is 8,000. The manufacturer of the collet chucks inspects and produces them in a highly sophisticated lab and factory. You can hardly expect the collet chucks from the other MFG are of the same quality.
- Made of high-grade tool steel
- Premium hardened & all ground body for extended tool life
- Max T.I.R. 0.0002" O.D to I.D
- Max RPM: 8000rpm
- No wrench included

Item Shank Type Gage
LengthCollet Nut
DiameterDrawbar End Collet Capacity Nut Style 0223-0235 MT2 ER32 2.36" 1.97" 3/8"-16 0.08" - 0.787" Slotted 0223-0236 MT3 ER32 2.36" 1.97" 1/2"-13 0.08" - 0.787" Slotted 0223-0237
MT3
ER40
2.75"
2.48"
1/2"-13
0.118"-1.023"
Slotted
0223-0238
MT4
ER40
2.75"
2.48"
5/8"-11
0.118"-1.023"
Slotted
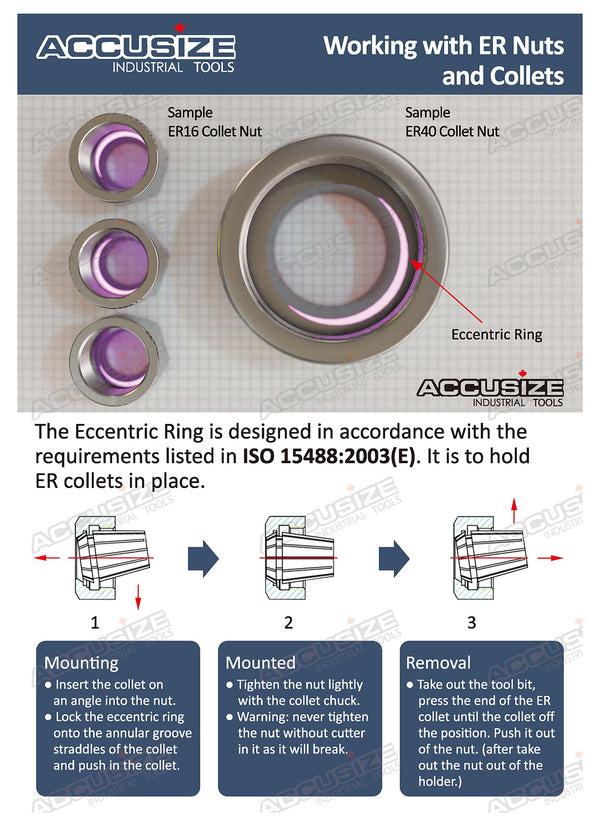
Design, Assemble, and Dissemble of ER Collet Nut




Eccentric Design, ISO 15488:2003(E) Assemble Inspection Dissemble The inside of the ER collet nut is intentionally designed like off-centering to help mount the ER collet much easier. It is in accordance with the requirements listed in ISO 15488:2003(E). If it is made symmetrical, the ER collet with the diameter larger than the inside size of the collet nut cannot be installed. Insert the ER collet into the nut at an angle. Lock it onto the eccentric groove of the collet nut and push it in. (Insert the cutter right after the step, before connect it to the holder/chuck/arbor.)
Inspect the RPM of the ER collet, ER collet nut, ER collet holder/chuck/arbor, etc. Take out the tool bit, press the end of the ER collet until the collet off the position. Push it out of the nut. (after take out the nut out of the holder.) -


-
-
Product NameMaterial Number



















