



















































































































































































California Proposition 65 Warning
For more information, visit www.P65Warnings.ca.gov
Paiement & Sécurité
Modes de paiement
Vos informations de paiement sont gérées de manière sécurisée. Nous ne stockons ni ne pouvons récupérer votre numéro de carte bancaire.
Sécurité
Estimer l'expédition
-
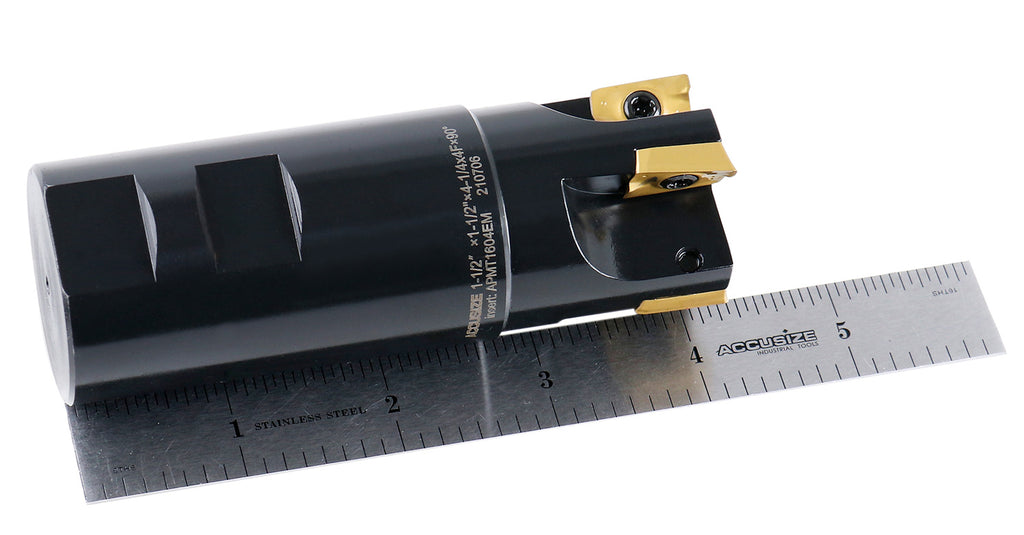
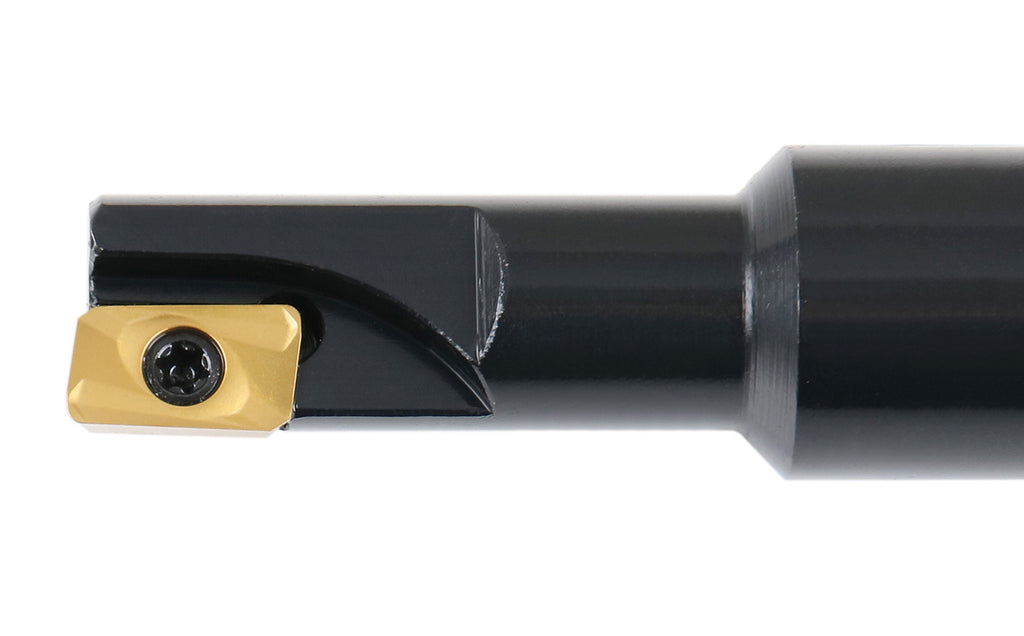
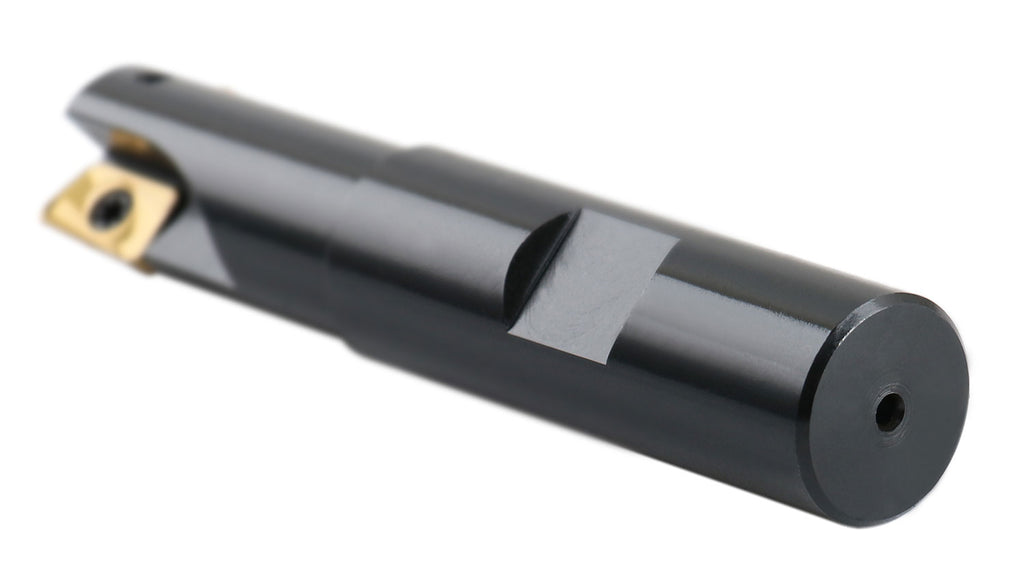
90 Degree Square Shoulder Indexable End Mill w/ Carbide APKT Inserts
- 90° Cutting angle
- Screw down insert
- Radial rake angle: -10°
- Axial rake angle: +7°
- All types of square shoulder face milling, side milling and full slot milling (shaft end mills) of steels, alloyed steels, stainless and heat resistant steels, case irons and aluminum alloys.
- Fitted with 10° positive rectangular insert allow high depth of cut and feed per tooth
- Uses APKT / APHW / APKR_APHT / APMT insert (sold separately)


Item Cutting Diameter (D) Shank (d1) Oal(L) ap No of Inserts Screw Inserts 0056-0912 3/8" 1/2" 3" 0.433" 1 M2.5 x 6
(0046-2506)
APKT11T308
(TiN Coated, 0056-1130)
0056-0913 1/2" 5/8" 3-1/4" 0.433" 1 0056-0914 1/2" 1/2" 3-1/4" 0.433" 1 0056-0916 5/8" 5/8" 3-1/4" 0.433" 2 0056-0917 3/4" 3/4" 3-1/2" 0.433" 3 0056-0920 1" 1" 3-1/2" 0.433" 4 0056-0921 1" 1" 3-3/4" 0.551" 2 M4 x 8
(0046-4008)
APKT1604
(TiN Coated, 0056-1604)
0056-0922 1-1/4" 1-1/4" 3-3/4" 0.551" 3 0056-0923 1-1/4" 1-1/2" 4-1/4" 0.433" 6 M2.5 x 6
(0046-2506)
APKT11T308
(TiN Coated, 0056-1130)
0056-0924 1-1/2" 1-1/2" 4-1/4" 0.551" 4 M4 x 8
(0046-4008)
APKT1604
(TiN Coated, 0056-1604)
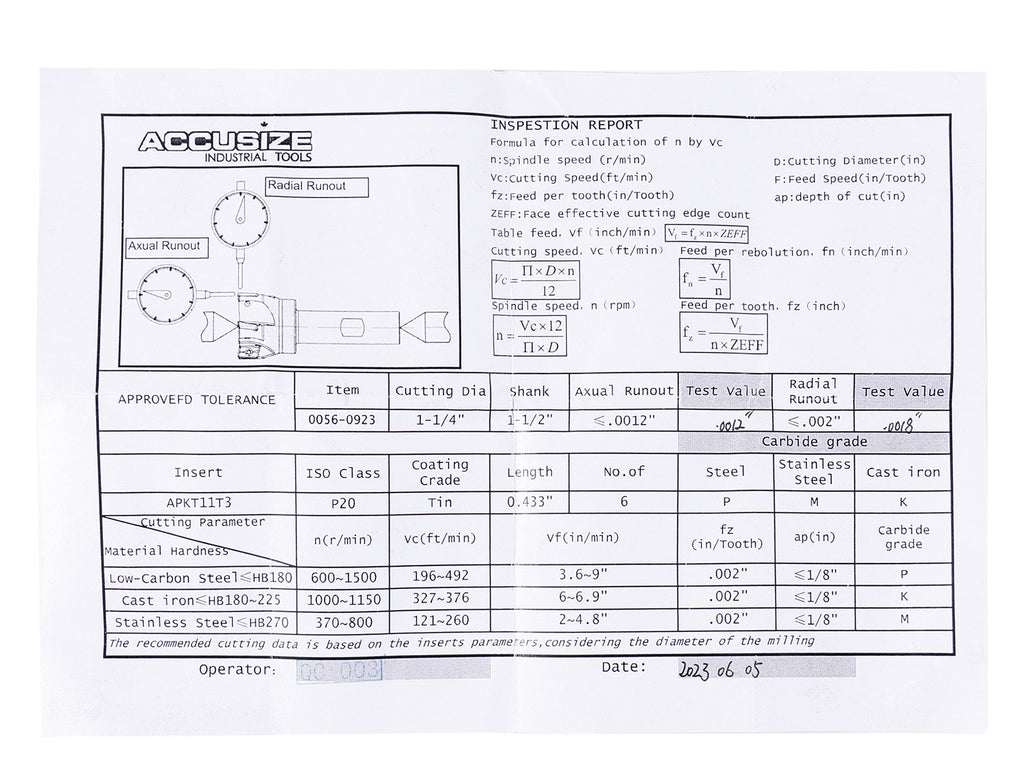
Recommended RPM

Item No. Materials Hardness(HB) Cutting parameter V(ft /min) f(inch/Z) ae 0056-0912 hardwood, MDF 394-786 0.004-0.008 Low-carbon Steel ≤180 197 - 393 0.002 - 0.004 ≤0.5D High-carbon Steel, Alloy Steel 180-280 197 - 393 0.002 - 0.004 ≤0.5D Tool Steel 280-350 197 - 295 0.002 - 0.004 ≤0.5D 0056-0913 hardwood, MDF 394-786 0.004-0.008 Low-carbon Steel ≤180 197 - 393 0.002 - 0.004 ≤0.5D High-carbon Steel, Alloy Steel 180-280 197 - 393 0.002 - 0.004 ≤0.5D Tool Steel 280-350 197 - 295 0.002 - 0.004 ≤0.5D 0056-0914 hardwood, MDF 394-786 0.004-0.008 Low-carbon Steel ≤180 197 - 393 0.002 - 0.004 ≤0.5D High-carbon Steel, Alloy Steel 180-280 197 - 393 0.002 - 0.004 ≤0.5D Tool Steel 280-350 197 - 295 0.002 - 0.004 ≤0.5D 0056-0916 hardwood, MDF 394-786 0.004-0.008 Low-carbon Steel ≤180 197 - 393 0.002 - 0.004 ≤0.5D High-carbon Steel, Alloy Steel 180-280 197 - 393 0.002 - 0.004 ≤0.5D Tool Steel 280-350 197 - 295 0.002 - 0.004 ≤0.5D 0056-0917 hardwood, MDF 394-786 0.004-0.008 Low-carbon Steel ≤180 197 - 393 0.002 - 0.004 ≤0.5D High-carbon Steel, Alloy Steel 180-280 197 - 393 0.002 - 0.004 ≤0.5D Tool Steel 280-350 197 - 295 0.002 - 0.004 ≤0.5D 0056-0920 hardwood, MDF 394-786 0.004-0.008 Low-carbon Steel ≤180 197 - 393 0.002 - 0.004 ≤0.5D High-carbon Steel, Alloy Steel 180-280 197 - 393 0.002 - 0.004 ≤0.5D Tool Steel 280-350 197 - 295 0.002 - 0.004 ≤0.5D 0056-0921 hardwood, MDF 394-786 0.004-0.008 Low-carbon Steel ≤180 197 - 393 0.002 - 0.004 ≤0.5D High-carbon Steel, Alloy Steel 180-280 197 - 393 0.002 - 0.004 ≤0.5D Tool Steel 280-350 197 - 295 0.002 - 0.004 ≤0.5D 0056-0922 hardwood, MDF 262-524 0.008-0.016 Low-carbon Steel ≤180 131 - 262 0.004 - 0.008 ≤0.5D High-carbon Steel, Alloy Steel 180-280 131 - 262 0.004 - 0.008 ≤0.5D Tool Steel 280-350 98 - 197 0.004 - 0.008 ≤0.5D 0056-0923 hardwood, MDF 262-524 0.008-0.016 Low-carbon Steel ≤180 131 - 262 0.004 - 0.008 ≤0.5D High-carbon Steel, Alloy Steel 180-280 131 - 262 0.004 - 0.008 ≤0.5D Tool Steel 280-350 98 - 197 0.004 - 0.008 ≤0.5D 0056-0924 hardwood, MDF 262-524 0.008-0.016 Low-carbon Steel ≤180 131 - 262 0.004 - 0.008 ≤0.5D High-carbon Steel, Alloy Steel 180-280 131 - 262 0.004 - 0.008 ≤0.5D Tool Steel 280-350 98 - 197 0.004 - 0.008 ≤0.5D V= Cutting Speed (ft/min)
f= Feed per tooth (inch/Z)
ae=Cutting width**ABOVE CUTTING PARAMETERS PROVIDED FOR REFERENCE ONLY **

-
Product NameMaterial Number







































