


























































































































California Proposition 65 Warning
For more information, visit www.P65Warnings.ca.gov
Paiement & Sécurité
Modes de paiement
Vos informations de paiement sont gérées de manière sécurisée. Nous ne stockons ni ne pouvons récupérer votre numéro de carte bancaire.
Sécurité
Estimer l'expédition
-
TiAlN Coated M42-8% Cobalt Roughing End Mills, Fine Tooth
- TiAlN Coated
- Single end
- Center cutting
- M42-8% Premium cobalt
- Flutes ground by a world-class IS-9002 Factory, CNC Qualified
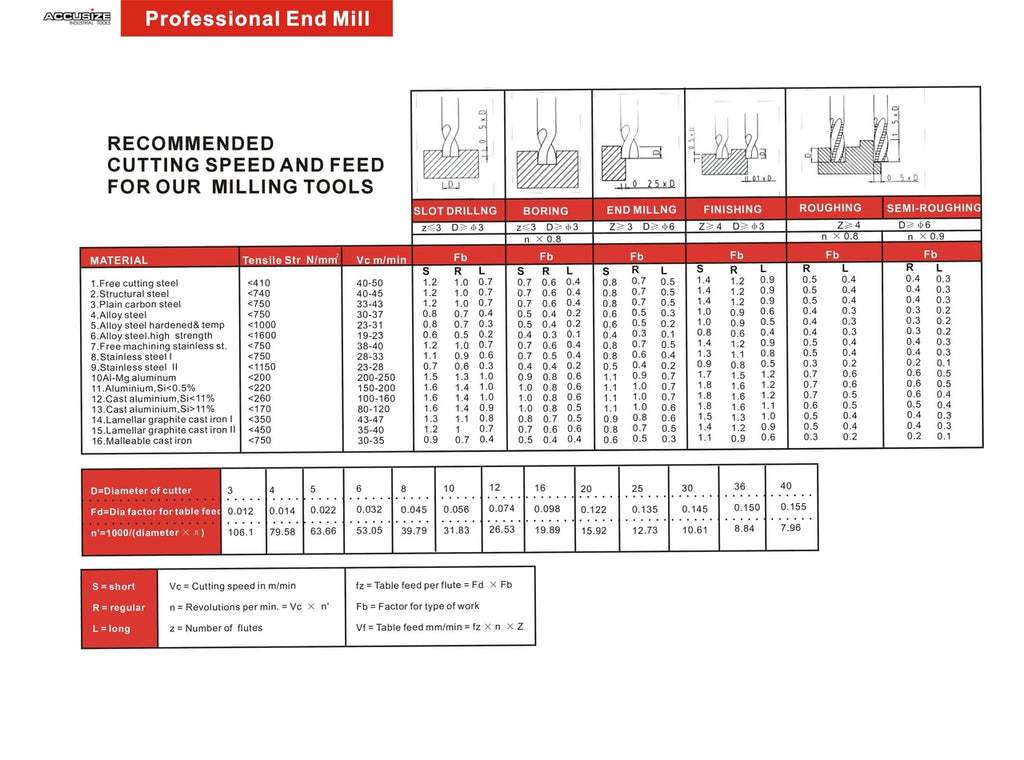
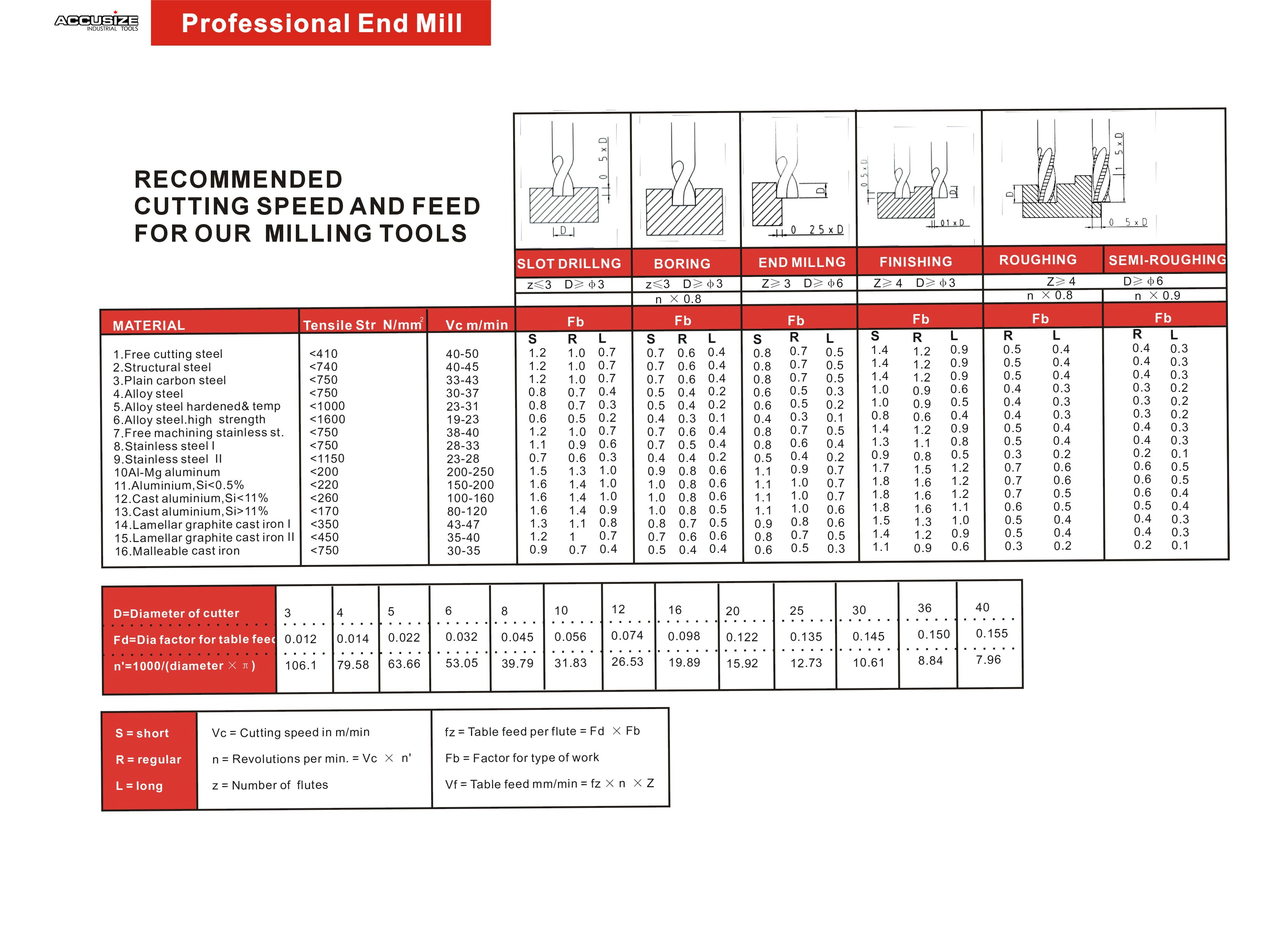
Item # Dia. Shk. Dia. Flt. Length Oal. 1104-0014 1/4" 3/8" 3/4" 2-1/2" 1104-0516 5/16" 3/8" 3/4" 2-1/2" 1104-0038 3/8" 3/8" 3/4" 2-1/2" 1104-0012 1/2" 1/2" 1-1/4" 3-1/4" 1104-0120 1/2" 1/2" 2" 4" 1104-0058 5/8" 5/8" 1-5/8" 3-3/4" 1104-0034 3/4" 3/4" 1-5/8" 3-3/4" 1104-0001 1" 1" 2" 4-1/2" 1104-0031 1" 1" 3" 5-1/2" Recommended Cutting Conditions for Roughing End Mills [Side Milling] Work Material Low Carbon Steels
(Tensile Strength: ≤180N/mm2) Copper
Alloys, Cast Iron(Soft)Medium Carbon Steels
(Tensile Strength: 480-720N/mm2)
Copper Alloys, Cast Iron(Hard)High Carbon Steels
(Tensile Strength: 720-950N/mm2)
Alloys Steel, Stainless SteelsSpecial Alloy Steels
Untree-cutting Steels
(30-40HRC)Aluminium,
Aluminium Alloys & PlasticMill Dia Ae Ad Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed (inch) (inch) (inch) (rpm) ( ft /min) (rpm) ( ft /min) (rpm) ( ft /min) (rpm) ( ft /min) (rpm) ( ft /min) 1/4" 1/8" 3/8" 1900 0.246 1425 0.177 1064 0.111 808 0.068 4275 0.738 5/16" 5/32" 15/32" 1330 0.278 1007 0.209 760 0.134 570 0.085 2993 0.879 3/8" 3/16" 9/16" 1064 0.311 808 0.236 599 0.147 451 0.095 2375 0.977 1/2" 1/4" 3/4" 855 0.347 637 0.265 475 0.167 356 0.104 1900 1.115 5/8" 5/16" 15/16" 675 0.390 504 0.295 380 0.187 285 0.118 1520 1.256 3/4" 3/8" 1"-3/8" 532 0.475 404 0.357 299 0.209 224 0.134 1188 1.394 1" 1/2" 1"-1/2" 428 0.390 318 0.295 238 0.187 181 0.118 950 1.394 
- The Indicated speeds and feeds are for side milling
- a depth(Ae)≤0.5D
- a width of cut(Ad)=1.5D
- Use a rigid and precise machine and holder.
- Use suitable cutting fluids
-






-
Product NameMaterial Number






























