


































































California Proposition 65 Warning
For more information, visit www.P65Warnings.ca.gov
Paiement & Sécurité
Modes de paiement
Vos informations de paiement sont gérées de manière sécurisée. Nous ne stockons ni ne pouvons récupérer votre numéro de carte bancaire.
Sécurité
Estimer l'expédition
-
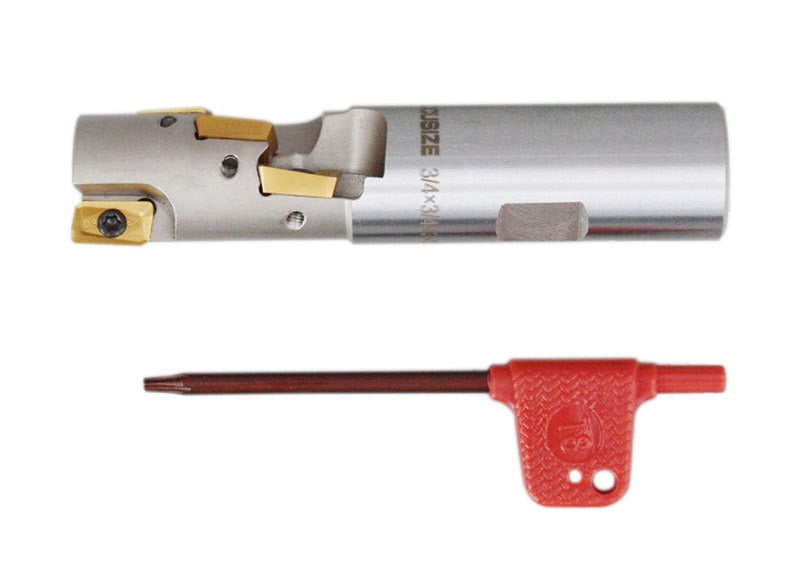
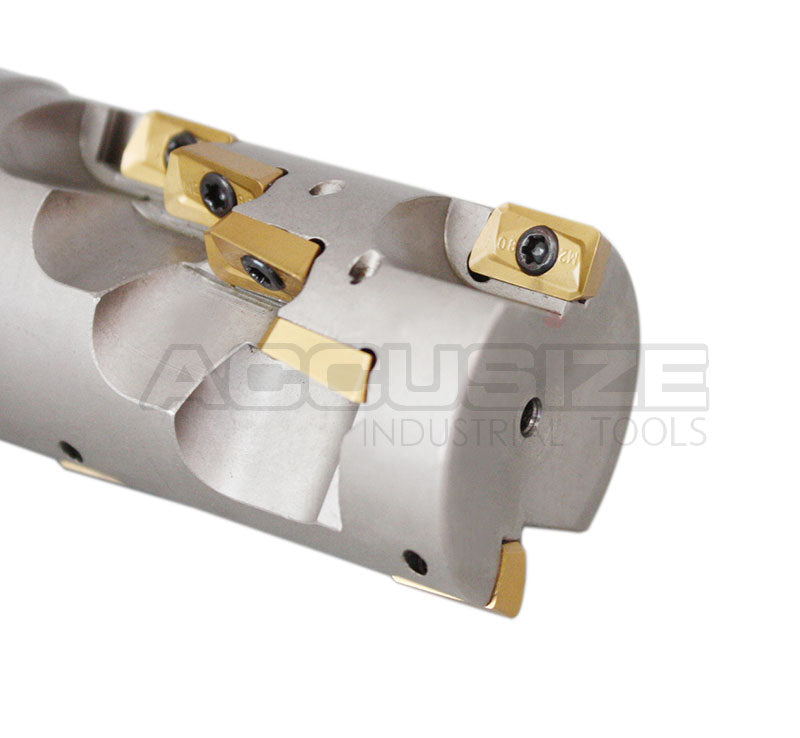
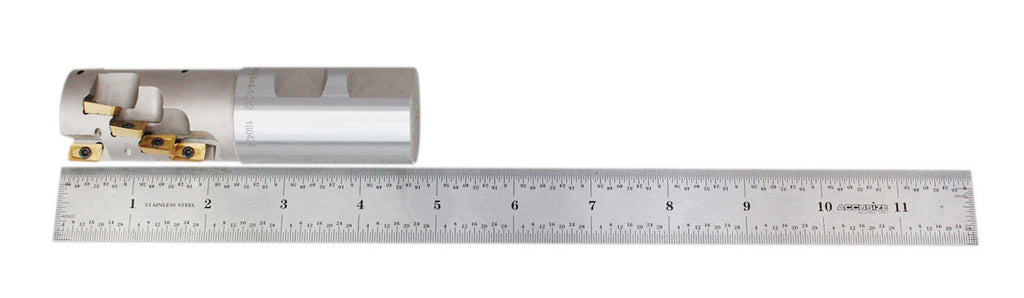
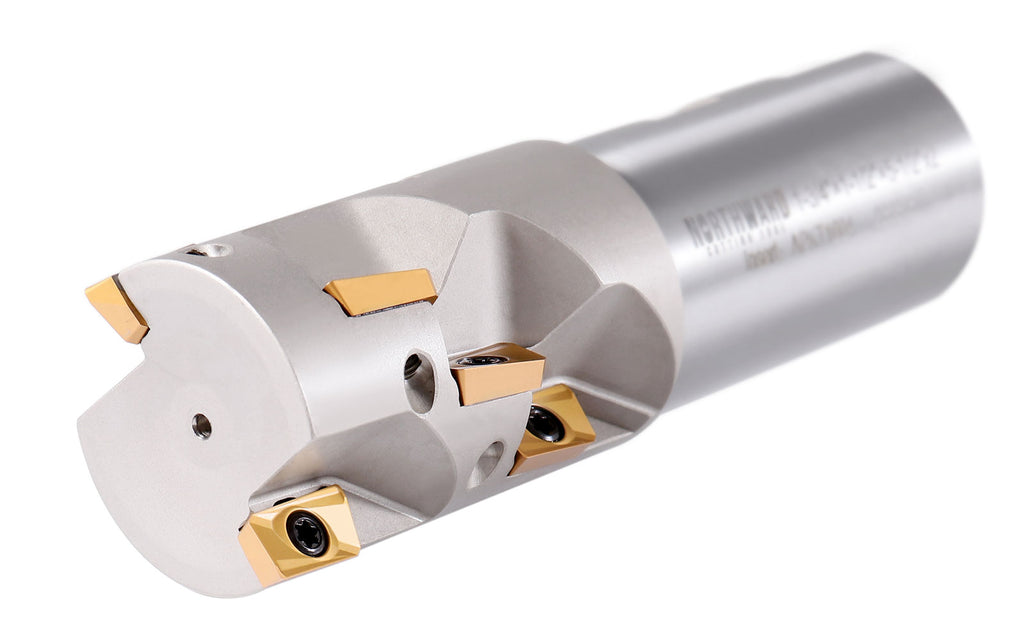
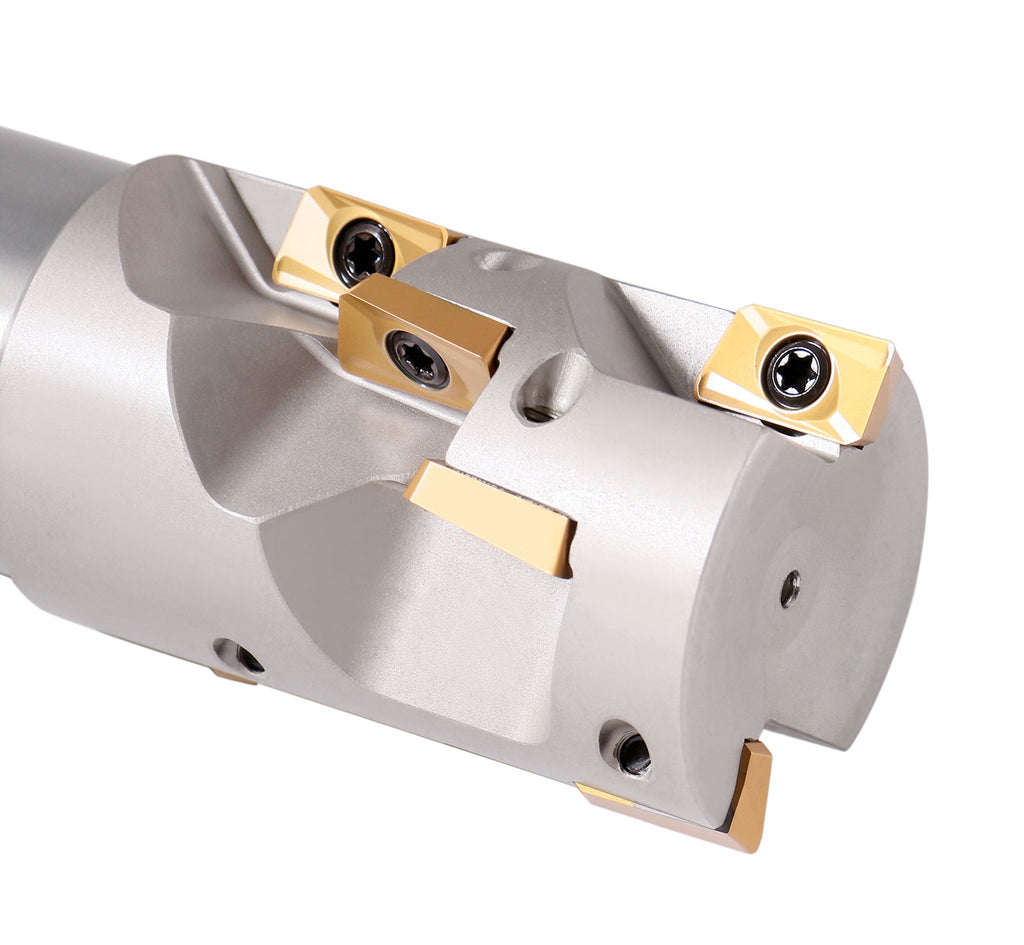
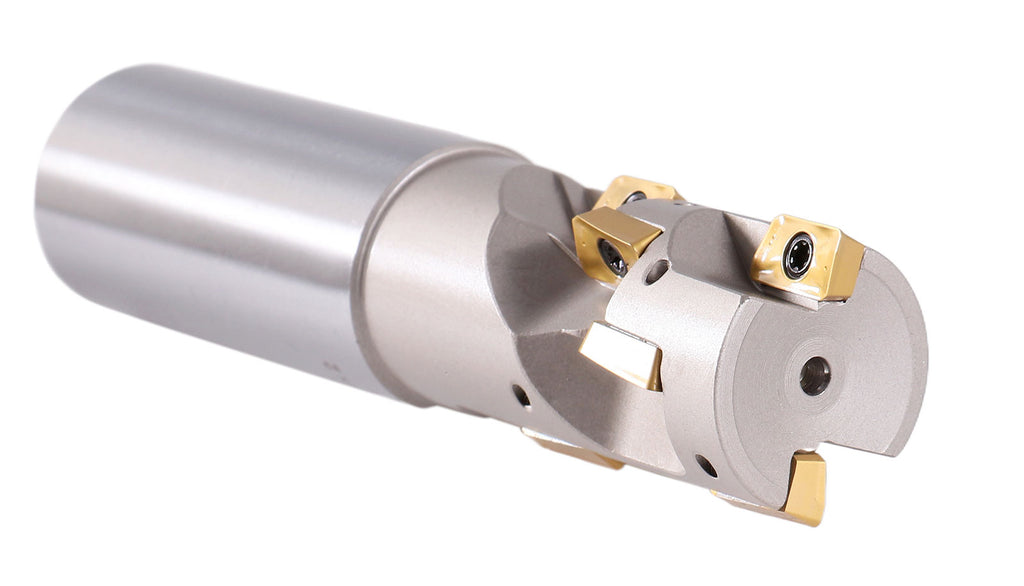
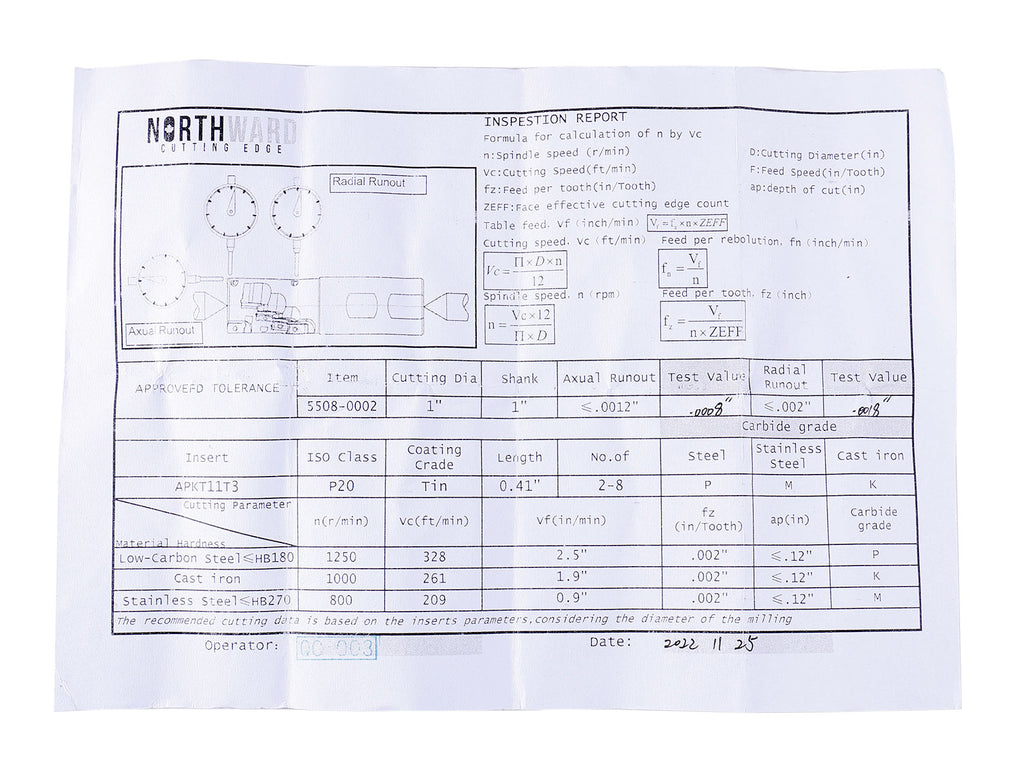
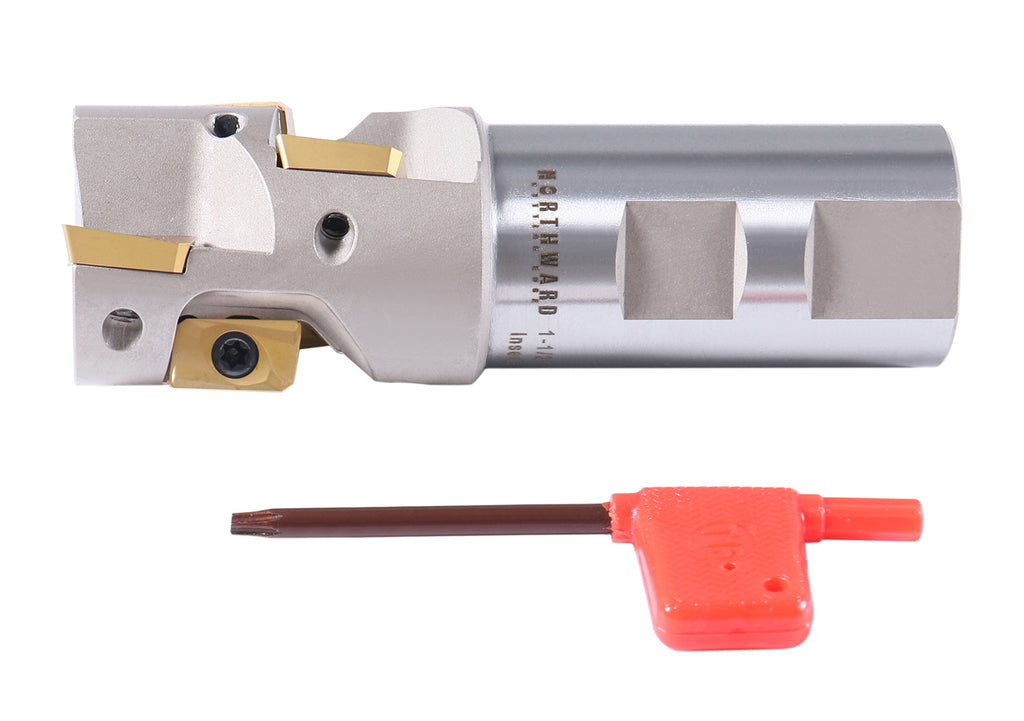
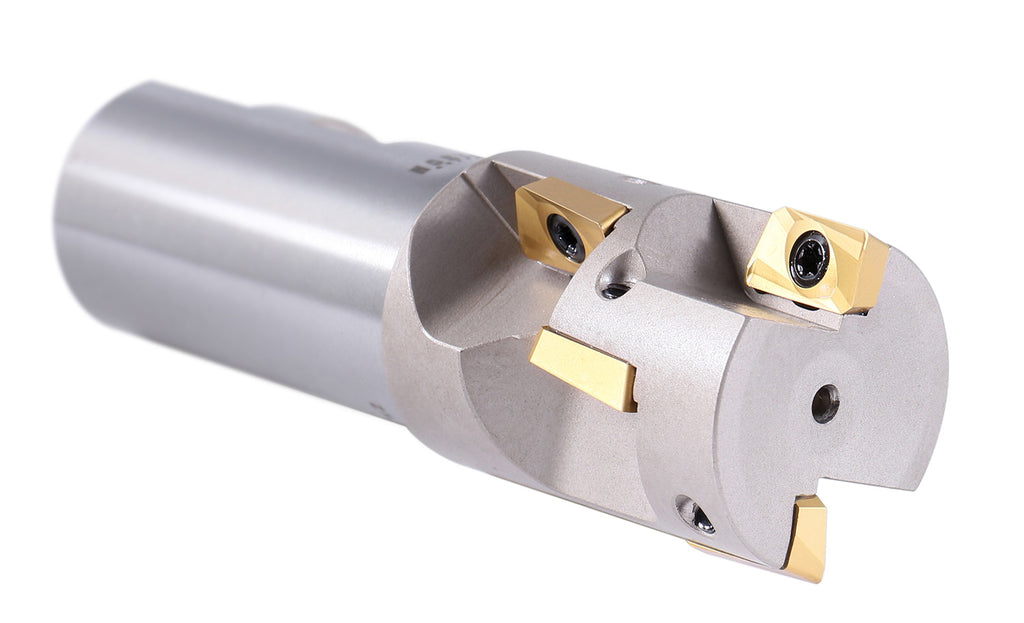
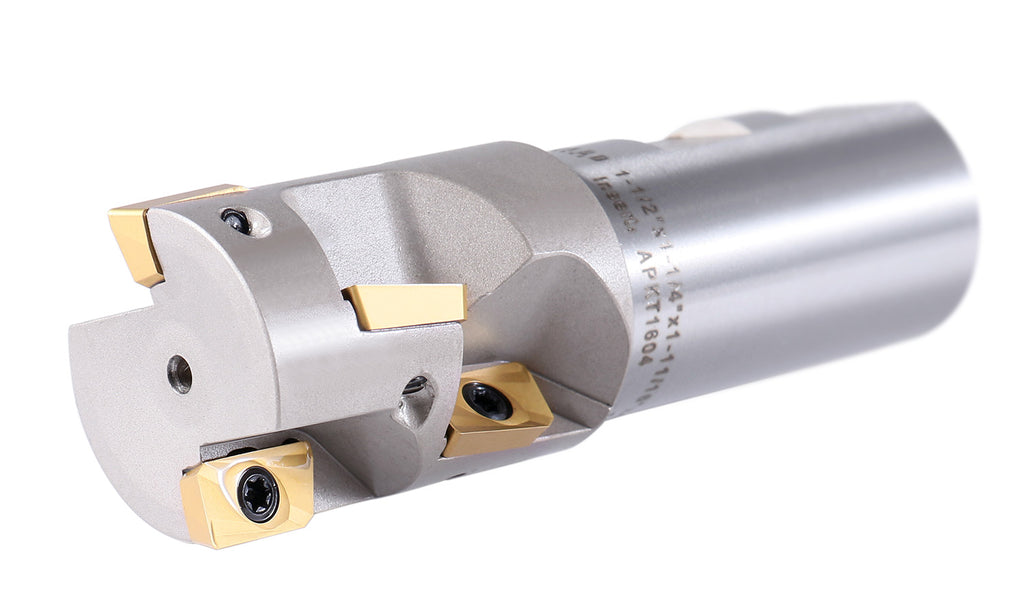
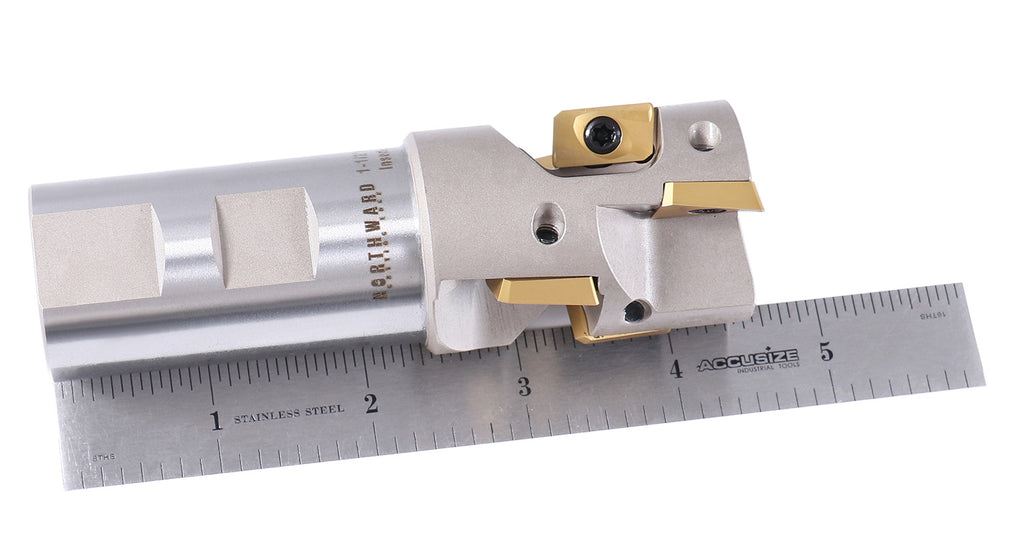
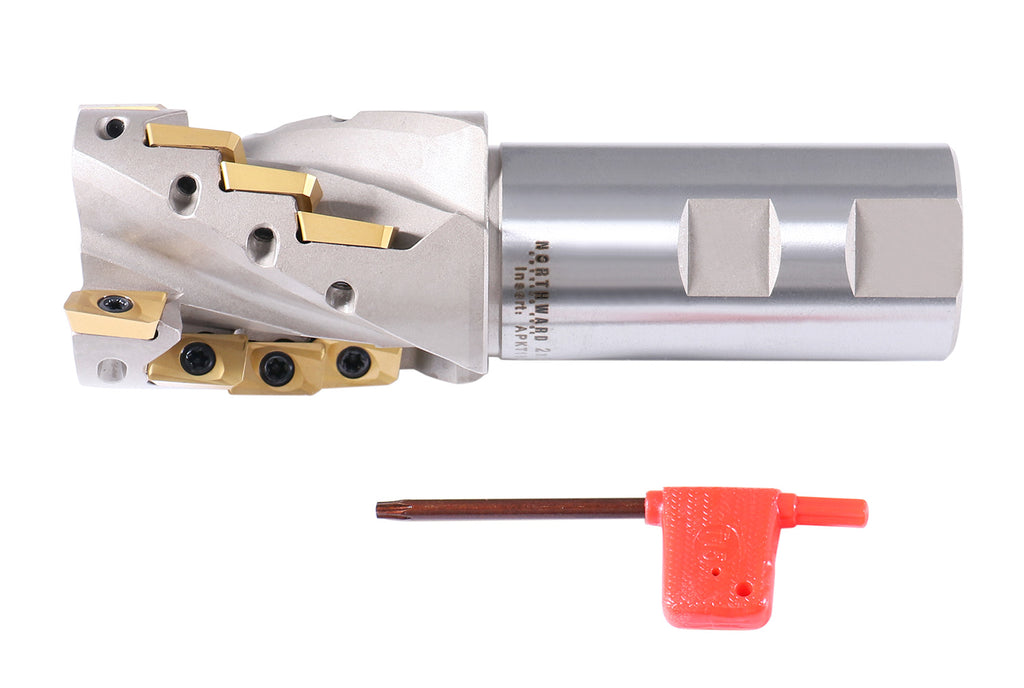
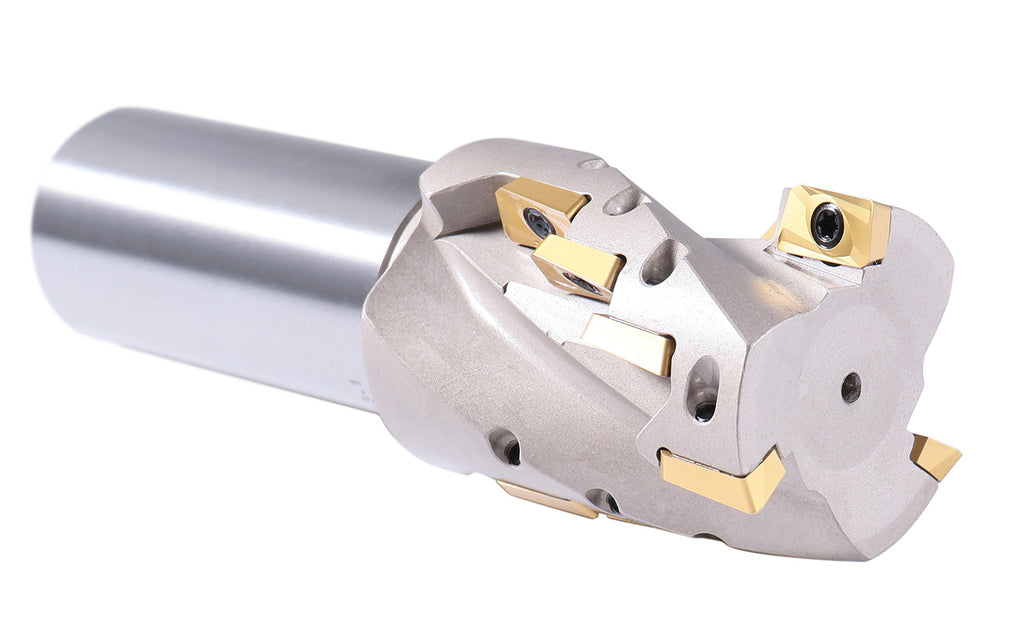
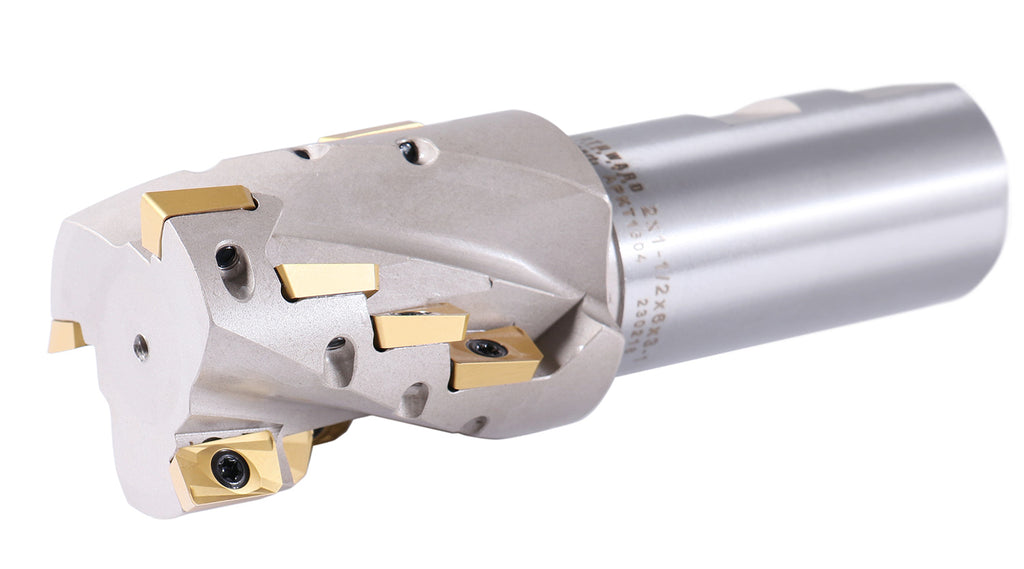
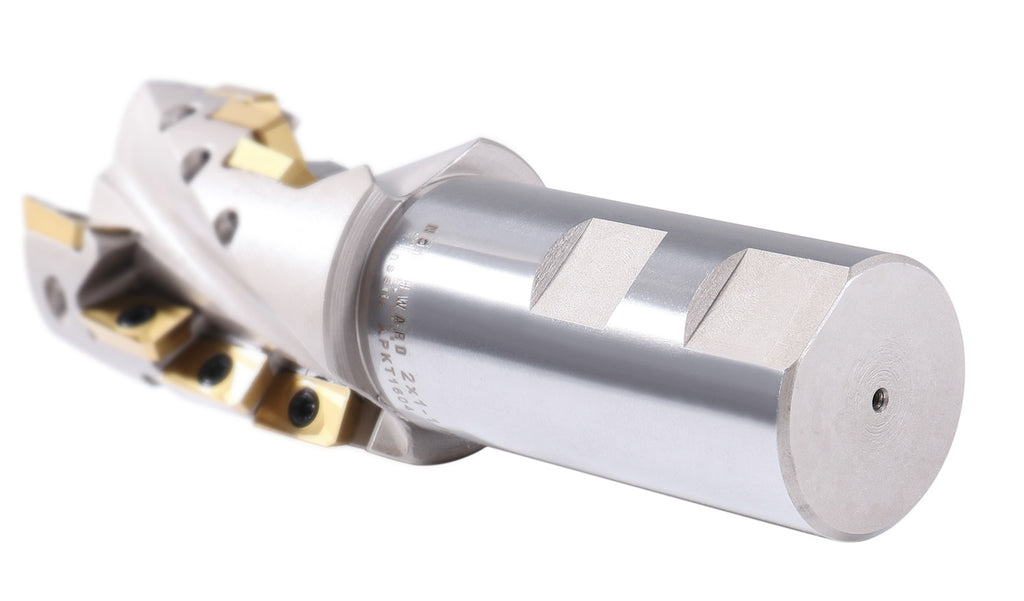
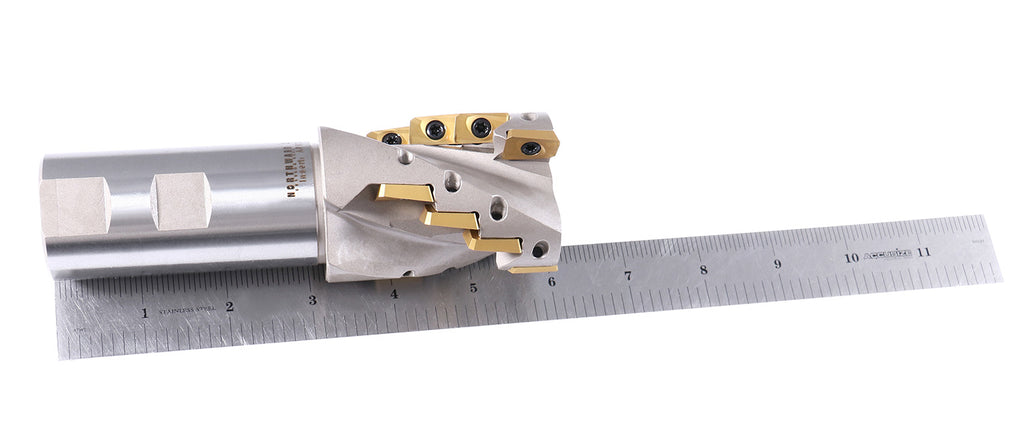
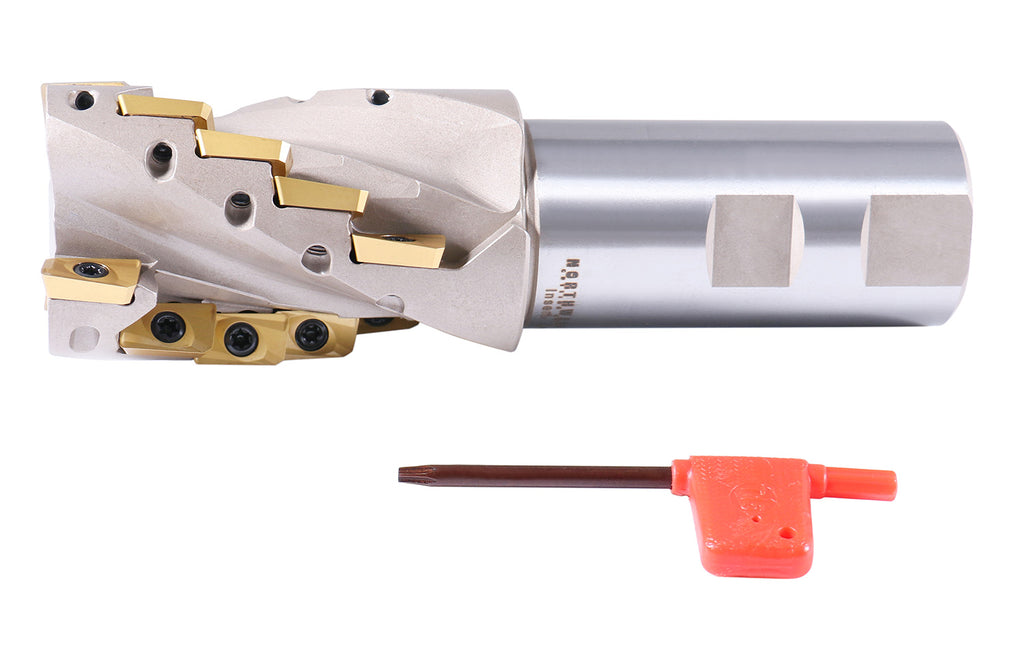
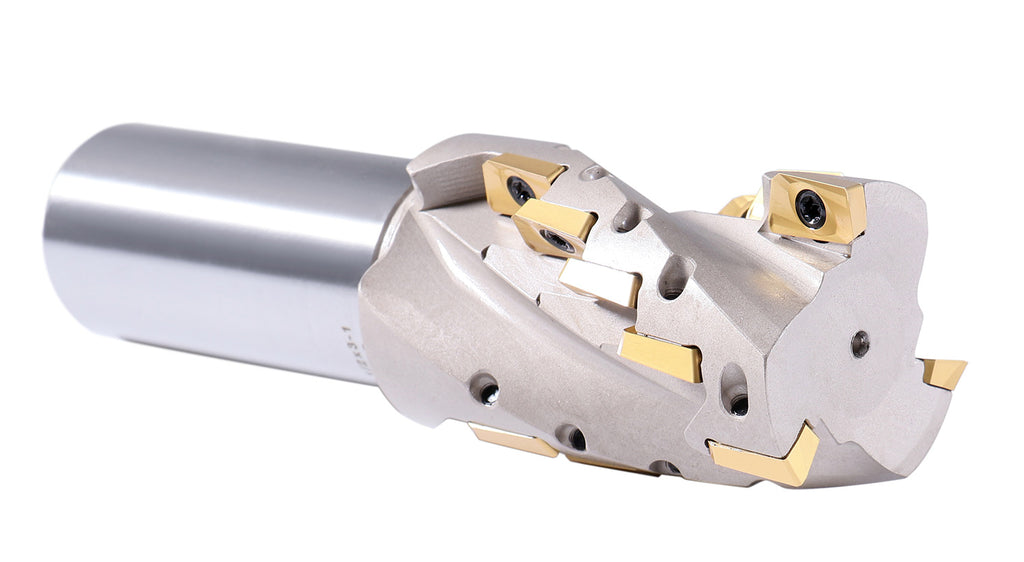
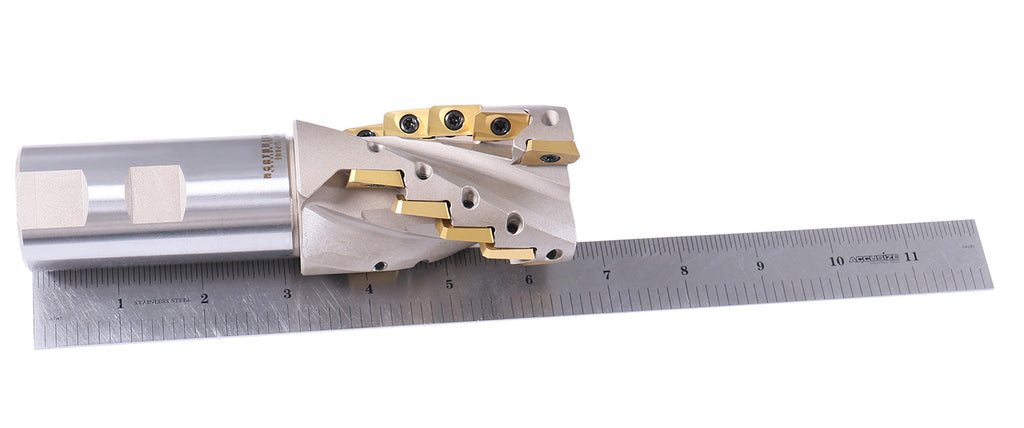
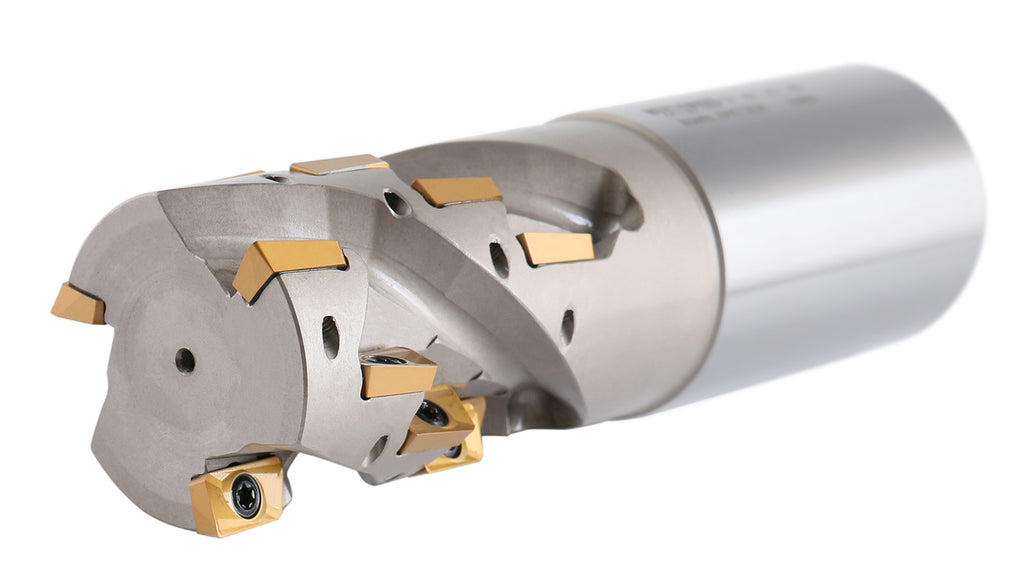
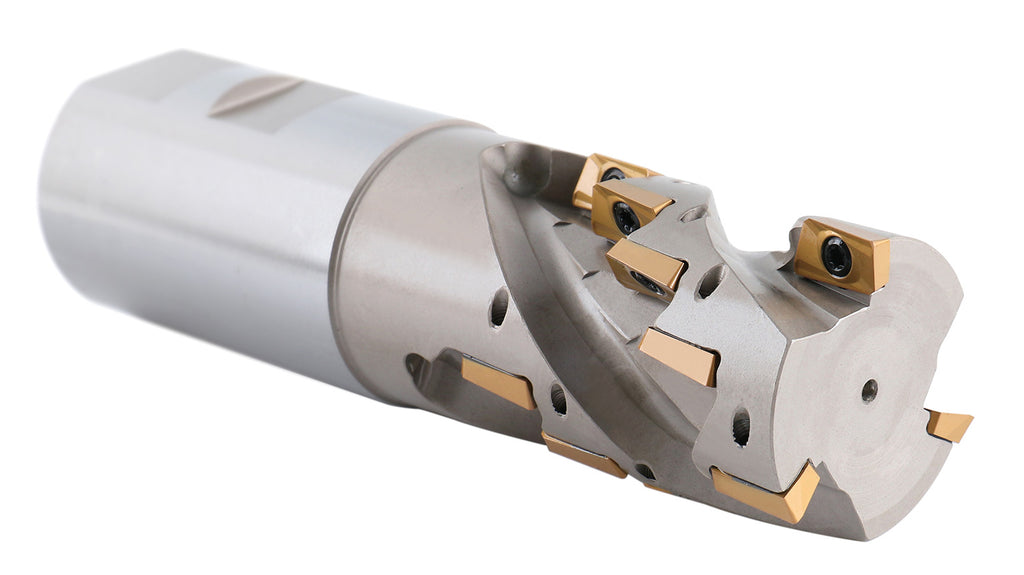
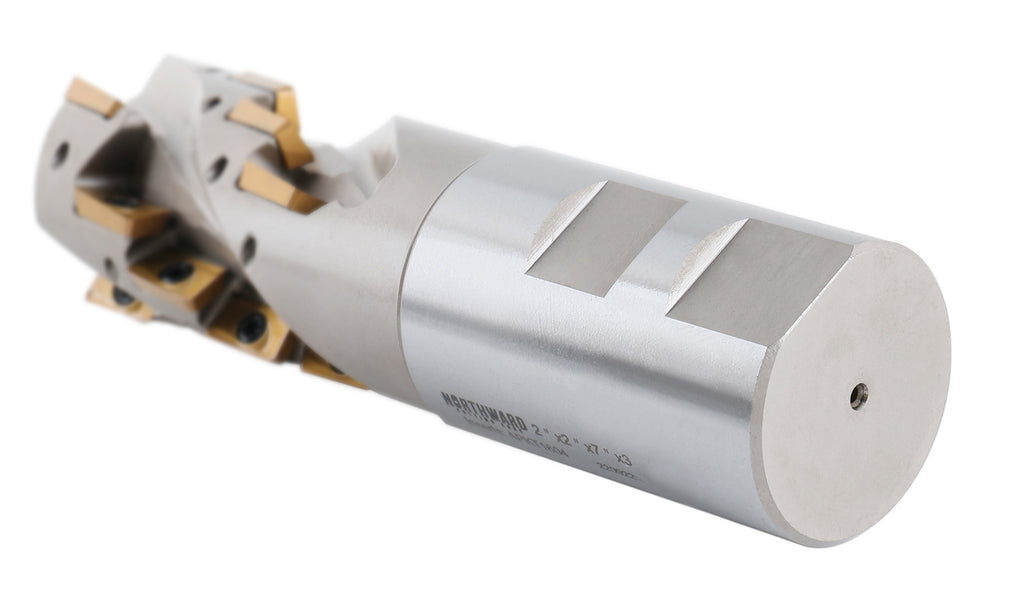
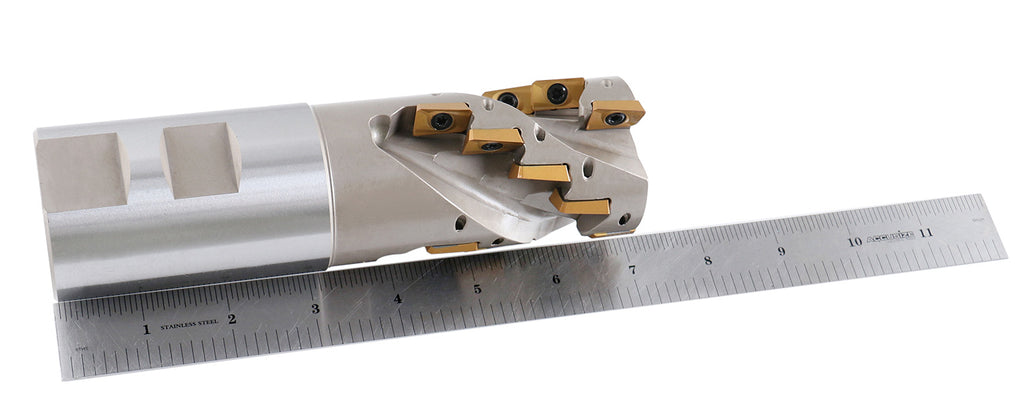
Indexable Weldon Shank End Mill, Right Hand, Heavy Duty Cut
- 90° heavy duty deep slotting
- Side milling and finish pocketing cutter
- Ideal for high speed machining with low power consumption
- Majorly used for step shoulder, slot milling, ramp milling and plunge milling. Not recommended for angle cut.

** For purchasing additional inserts, you may find the corresponding Insert SKU below:
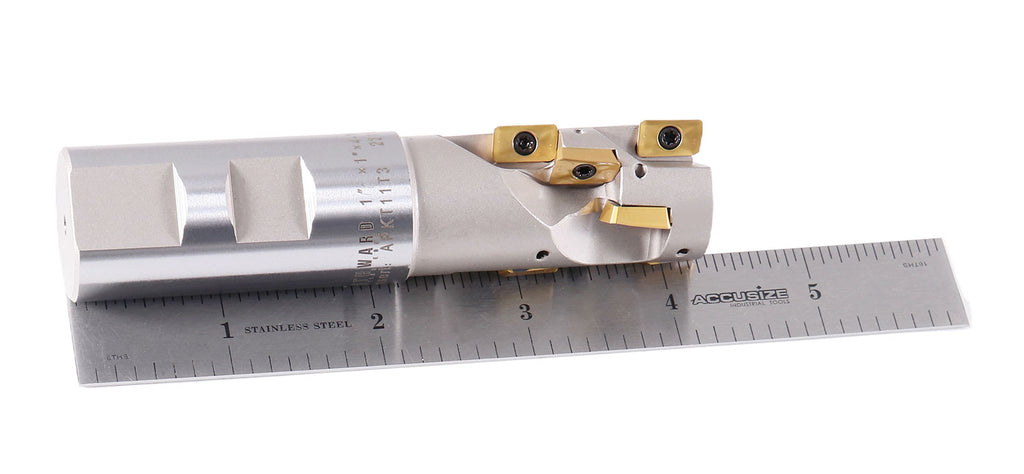
Item Diameter (D) Shank Dia. (d) Overall Length (L) Flute Length No of Flutes No of Inserts Insert Style Screw Key 5508-0000 3/4" 3/4" 3-1/2" 1-3/32" 1 4 APKT11T308
(TiN Coated, 0056-1130)
M2.5 x 6
(0046-2506)
T8 5508-0002 1" 1" 4-1/4" 1-7/16" 2 8 5508-0003 1-1/4" 1-1/4" 4-1/2" 1-3/4" 2 10 5508-0004 1-1/2" 1-1/4" 5" 2-1/8" 2 14 5508-0005 1-1/2" 1-1/4" 4-1/2" 1-11/16" 2 6 APKT1604
(TiN Coated, 0056-1604)M4 x 8
(0046-4008)
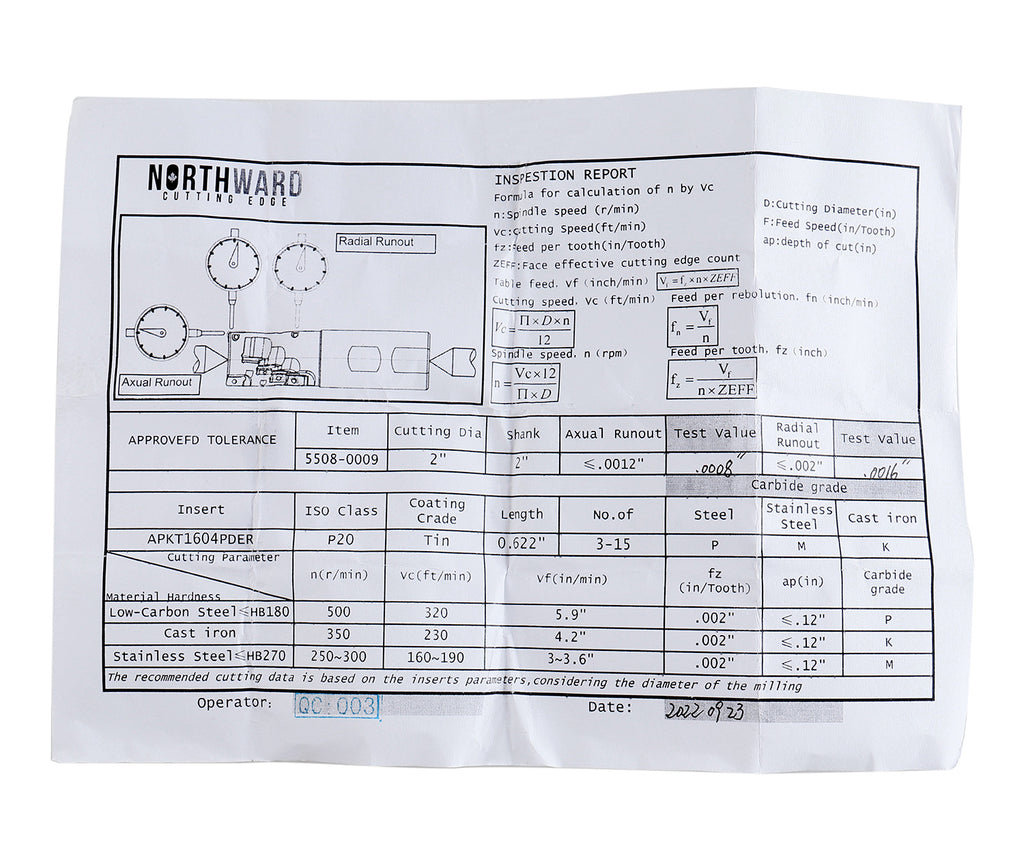
T15 5508-0006 1-3/4" 1-1/2" 5-1/2" 2-1/4" 2 8 5508-0007 2" 1-1/2" 6" 2-1/4" 3 12 5508-0008 2" 1-1/2" 6-1/2" 2-13/16" 3 15 5508-0009 2" 2" 7" 3-1/4" 3 15 Recommend Cutting Speed:

Item No. Description Materials Hardness(HB) Cutting parameter Indexable Weldon Shank End Mills V(ft /min) f(inch/Z) ae 5508-0000 3/4x3/4" / 1 flute with 4 inserts Low-carbon Steel ≤180 60-120 0.2(0.1-0.2) ≤0.5D High-carbon Steel, Alloy Steel 180-280 60-120 0.2(0.1-0.2) ≤0.5D Tool Steel 280-350 60-90 0.2(0.1-0.2) ≤0.5D 5508-0002 1"x1" / 2 flutes with 8 inserts Low-carbon Steel ≤180 60-120 0.2(0.1-0.2) ≤0.5D High-carbon Steel, Alloy Steel 180-280 60-120 0.2(0.1-0.2) ≤0.5D Tool Steel 280-350 60-90 0.2(0.1-0.2) ≤0.5D 5508-0003 1-1/4" x 1-1/4" / 2 flutes with 10 inserts Low-carbon Steel ≤180 40-80 0.2(0.1-0.2) ≤0.5D High-carbon Steel, Alloy Steel 180-280 40-80 0.2(0.1-0.2) ≤0.5D Tool Steel 280-350 30-60 0.2(0.1-0.2) ≤0.5D 5508-0004 1-1/2" x 1-1/4â€?/ 2 flutes with 14 inserts Low-carbon Steel ≤180 40-80 0.2(0.1-0.2) ≤0.5D High-carbon Steel, Alloy Steel 180-280 40-80 0.2(0.1-0.2) ≤0.5D Tool Steel 280-350 30-60 0.2(0.1-0.2) ≤0.5D 5508-0005 1-1/2" x 1-1/4â€?/ 2 flutes with 6 inserts Low-carbon Steel ≤180 40-80 0.2(0.1-0.2) ≤0.5D High-carbon Steel, Alloy Steel 180-280 40-80 0.2(0.1-0.2) ≤0.5D Tool Steel 280-350 30-60 0.2(0.1-0.2) ≤0.5D 5508-0006 1-3/4“x 1-1/2" / 2 flutes with 8 inserts Low-carbon Steel ≤180 40-80 0.2(0.1-0.2) ≤0.5D High-carbon Steel, Alloy Steel 180-280 40-80 0.2(0.1-0.2) ≤0.5D Tool Steel 280-350 30-60 0.2(0.1-0.2) ≤0.5D 5508-0007 2" x 1-1/2" / 3 flutes with 12 inserts Low-carbon Steel ≤180 40-80 0.2(0.1-0.2) ≤0.5D High-carbon Steel, Alloy Steel 180-280 40-80 0.2(0.1-0.2) ≤0.5D Tool Steel 280-350 30-60 0.2(0.1-0.2) ≤0.5D 5508-0008 2" x 1-1/2" / 3 flutes with 15 inserts Low-carbon Steel ≤180 40-80 0.2(0.1-0.2) ≤0.5D High-carbon Steel, Alloy Steel 180-280 40-80 0.2(0.1-0.2) ≤0.5D Tool Steel 280-350 30-60 0.2(0.1-0.2) ≤0.5D 5508-0009 2" x 2" / 3 flutes with 15 inserts Low-carbon Steel ≤180 40-80 0.2(0.1-0.2) ≤0.5D High-carbon Steel, Alloy Steel 180-280 40-80 0.2(0.1-0.2) ≤0.5D Tool Steel 280-350 30-60 0.2(0.1-0.2) ≤0.5D **ABOVE CUTTING PARAMETERS PROVIDED FOR REFERENCE ONLY **
Ramp Milling Parameter

Item Diameter of Cutter
DMax. Cutting Depth
apMax. Ramping Angle
Min. Milling Length
LmMin. Milling Diameter¸ D Max. Pitch
(mm)5508-0000 3/4" 0.394'' 5.0° 4.50'' 1.10'' 2.0 5508-0002 1" 0.394'' 4.5° 3.22'' 1.57'' 2.0 5508-0003 1 1/4" 0.394'' 3.0° 7.51'' 2.20'' 2.0 
-
Product NameMaterial Number
-
Product NameMaterial Number