





















































































California Proposition 65 Warning
For more information, visit www.P65Warnings.ca.gov
Paiement & Sécurité
Modes de paiement
Vos informations de paiement sont gérées de manière sécurisée. Nous ne stockons ni ne pouvons récupérer votre numéro de carte bancaire.
Sécurité
Estimer l'expédition
-
The Accusize Hexagon ER collet nut is probably the finest collet nut providing the top performance with the most affordability and durability. We believe no one can beat the price. It is made from state edge alloy steel and balanced to 18,000 RPM at G2.5. Not only engineers but also hobby machinists can use it in any production environment.
- Collet clamping nut for CNC milling collet chuck holder
- Made from alloy steel hardened to HRC 50-52
- Balanced to 18,000 RPM at G2.5
- Tolerance: 0.0003" maximum
- Thread tolerance class: 4H
Item
Collet
SeriesStyle
D
L
M
ER16-ANUT
ER16
Hex
1.102"
0.689"
M22x1.5
ER32-NUT
ER32
Slotted
1.969"
0.886"
M40x1.5
ER40-NUT
ER40
Slotted
2.480"
1.004"
M50x1.5

**Please note that the CAT40 collet chuck shank and the straight shank are not included
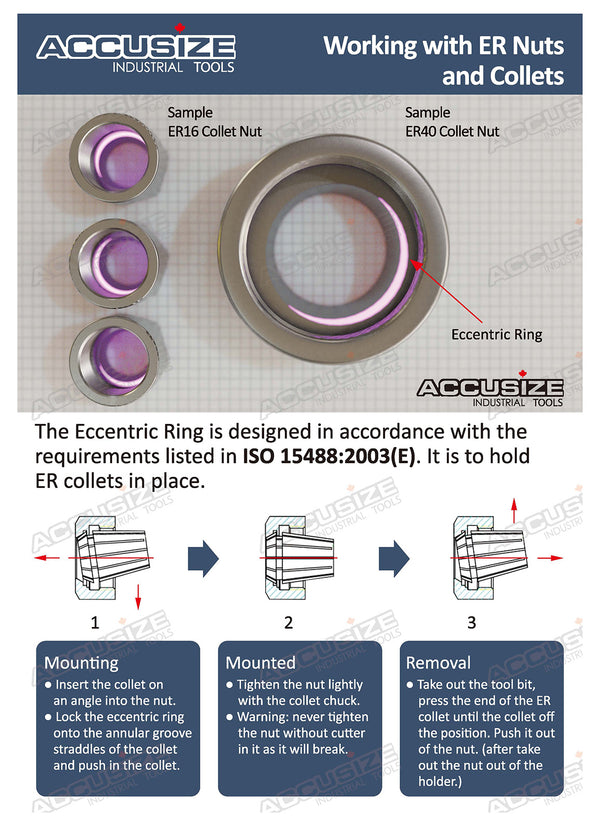
Design, Assemble, and Dissemble of ER Collet Nut




Eccentric Design, ISO 15488:2003(E) Assemble Inspection Dissemble The inside of the ER collet nut is intentionally designed like off-centering to help mount the ER collet much easier. It is in accordance with the requirements listed in ISO 15488:2003(E). If it is made symmetrical, the ER collet with the diameter larger than the inside size of the collet nut cannot be installed. Insert the ER collet into the nut at an angle. Lock it onto the eccentric groove of the collet nut and push it in. (Insert the cutter right after the step, before connect it to the holder/chuck/arbor.)
Inspect the RPM of the ER collet, ER collet nut, ER collet holder/chuck/arbor, etc. Take out the tool bit, press the end of the ER collet until the collet off the position. Push it out of the nut. (after take out the nut out of the holder.) -
-
Product NameMaterial Number








